
Ce pas à pas présente un projet en cours de réalisation.

Et oui on en voit de plus en plus sur le net, tous les Bidouilleurs Branchés s'y attellent, résultat, moi aussi je veux la mienne? Un peu plus compliqué que ca, j'ai un historique personnel spectacle vivant, j'aime le travail du bois mais sans formation spécifique et des problèmes de dos, bref j'investi a ma mesure.
Je pars donc sur le net a la recherche de la machine et sa mise en fonctionnement, elle a l'air bien compliquée a faire aller cette scie automatisée, multiples pré-programmes, programmes et post-programmes plus ou moins compatibles avant la mise en marche de la machine pour un rendu final pas toujours folichon, sur le net du moins. En version atelier je n'ai pas d'expérience perso en numérique mais l'envie de travailler avec le massif, exit la recherche de CNC de bureau. Le truc qui a l'air de marcher c'est les CNC de 3M sur 1,5M qui usinent du multipli pour de l'ossature genre bateau ou des fresques de mdf, ca a l'air bien utile pour certaines niches, pour ma part, je ne vois pas me spécialiser dans le panneau, ca ne sera pas un CNC en profilés alu.
Que trouve t'on dans les CNC qui se défendent dans le massif?
Les centres d'usinages Pro Industriels a la 6 axes et 36 têtes ne sont forcément pas pour moi, faute de moyens
Que valent les grosses hobby, des demi-pro qui auraient un grand axe diviseur, histoire d'usiner des formes organiques (désir artistique perso)
on en trouve pas par chez nous, les marques bois pro se mettent doucement aux modèles semi pro basiques.
Et donc reste quelques boites chinoises qui en proposent, a des prix hors concurence, mais voila c'est chinois, quid communication et services avant, pendant et après achat? il y aura de la bidouile, des questions sans réponses et des tentatives en tous sens, ca c'est garanti et pour le reste on verra
Ps: ADB n'ayant pas de vocation commerciale, je ne m'étendrai donc pas sur les aspects prix et fournisseur, plutôt sur ma démarche visant la professionalisation. On y est pas encore.
Liste des articles
Choix de la machine, payement d'un tiers du prix, mise en fabrication
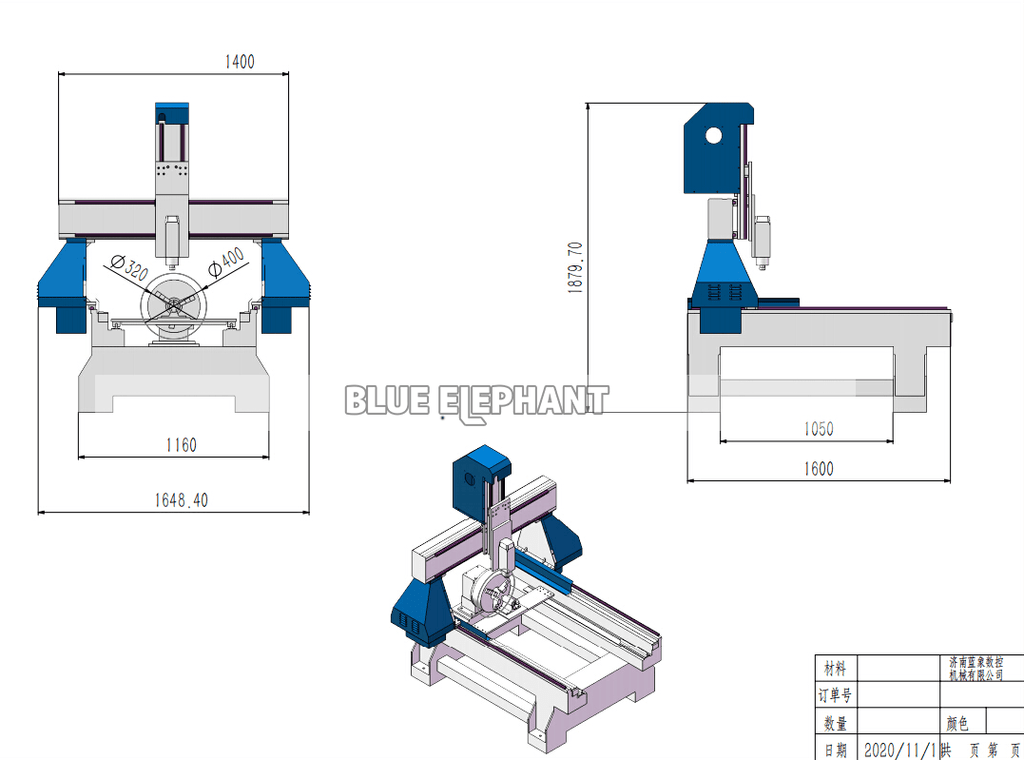
Une CNC chinoise qui a quelque chose du produit blanc version 700kg, venant d'une zone industrielle autour de Jinan d'ou viennent bcp de ces CNC. Celle-ci a une surface de travail plane de 90/90cm avec une hauteur d'usinage jusque 30cm, diamètre pour les pièces usinables jusque 40cm dans le mandrin rotatif, une fois la table d'usinage horizontale déposée. Hors tout L1,6m ,l1,65 et h1,9m, elle fait son poids: chassis et portiques acier.
Glanée sur un site commercial chinois, je préfère prendre contact directement avec l'usine qui fabrique (les monstres de vente du net prennent de grosses marges, a mon sens, plus sain de s'en passer pour l'acheteur et le vendeur) et donc Jack me répond directement, c'est le directeur de l'usine, suivi de Tom, pseudo d'un(e) sympatique directeur des ventes, qui me propose direct une machine de stock prète a partir qui pourrait répondre a ma demande mais qui n'est pas le modèle que je désire.
Au rythme d'un mail par jour avec Tom (de réponse ou de question) rythme dû au décallage horaire, internet chinois partiellement boqué puis en terrain inconnu, j'avance prudement, je consulte les forums liés a l'usinage plutôt métal ou bcp on franchit le pas aussi.
Petit a petit, précisions, reprécisions, paramétrages personnalisés de la machine désirée: autre broche avec refroidissement liquide (sifflerait moins) (edit: pour la broche, retour a la config d'origine de meilleure facture), ajout d'un controlleur filaire pour plus de stabilité, autre peinture et pas trop d'autocollants sur la machine please (le tout dans mon meilleur anglais qui n'est pas top, sorry, avec des réponses dans un anglais écrit parfait de Tom; en Asie on ne dit jamais non, mais pas toujours oui pour autant )
Très vite choix du port pour le devis incluant la livraison du container > donc négociation du prix chinois (mais en USD) incluant la machine (un an de garantie, mais éventuel retour sous garantie aux frais de l'acheteur, j'espère que le chassis sera livré droit ) + le transport jusqu'au port désiré.
A la réception, il faudra y ajouter les frais de TVA, de douane et manipulation de la marchandise lors du déchargement du bateau etc par le dégroupeur du port (compter 25% en plus de la facture d'achat pour la TVA, la douane et les frais du dégroupeur.)
Pour ne pas tripler le prix du transport, j'irai chercher la machine qui une fois prémontée, sera conditionnée en deux caisses devant rentrer dans des remorques "voiture". Etant donné que la machine une fois montée ne passe pas non plus la porte de mon atelier j'aurai de toute facon du redémonter ici pour ce passage. Je me prépare a ces manips mais la précision du remontage par mes soins et la mise en route m'éffrayent un peu plus (avec ce type d'importation il faut s'apprêter a tout revérifier de toute facon),enfin c'est pour plus tard, d'abord il s'agit de payer un tiers de la facture pour mettre en production et laisser le temps et les techniciens fairent leur oeuvre. Les 2/3 restants devront être payés une fois montage terminé avant affrètement..
1/3 a payer donc, acheter hors Europe, pas d'Iban, payements spécialements longs et frais spéciaux, par ma banque en tout cas. Donc je passe par un service internet Bancquaire international qui propose de simplifier cette étape. Rentrer sur leur site les données banquaires Hong-Kongnaises de l'usine chinoise via un service Indien, il ne reste plus alors qu'a verser auprès d'une banque Europèenne cette somme sur le compte de l'organisme en charge de changer mes euros en USD que réclamment l'usine chinoise.
Chose faite, la mise en production peut démarrer, la préparation de la machine et son transport au milieu de millier d'autres containers me laisseront du temps pour préparer la réception, mais surtout avancer sur mon projet et sa mise en oeuvre numérique que je suis aujourd'hui loin de maitriser...
Controlleur DSP pour le Gcode, commande de base de la machine
De série, pour commander une machine chinoise, il faut passer par un pc dédié a cette seule fin, ce pc est utilisé uniquement pour transformer les codes de déplacements élaborés lors de la stratégie d'usinage (le Gcode donc) en passant par le programme Mach3 (ou autre) pour les transformer en impulsions a même de commander les moteurs pas a pas et la broche de la cnc.
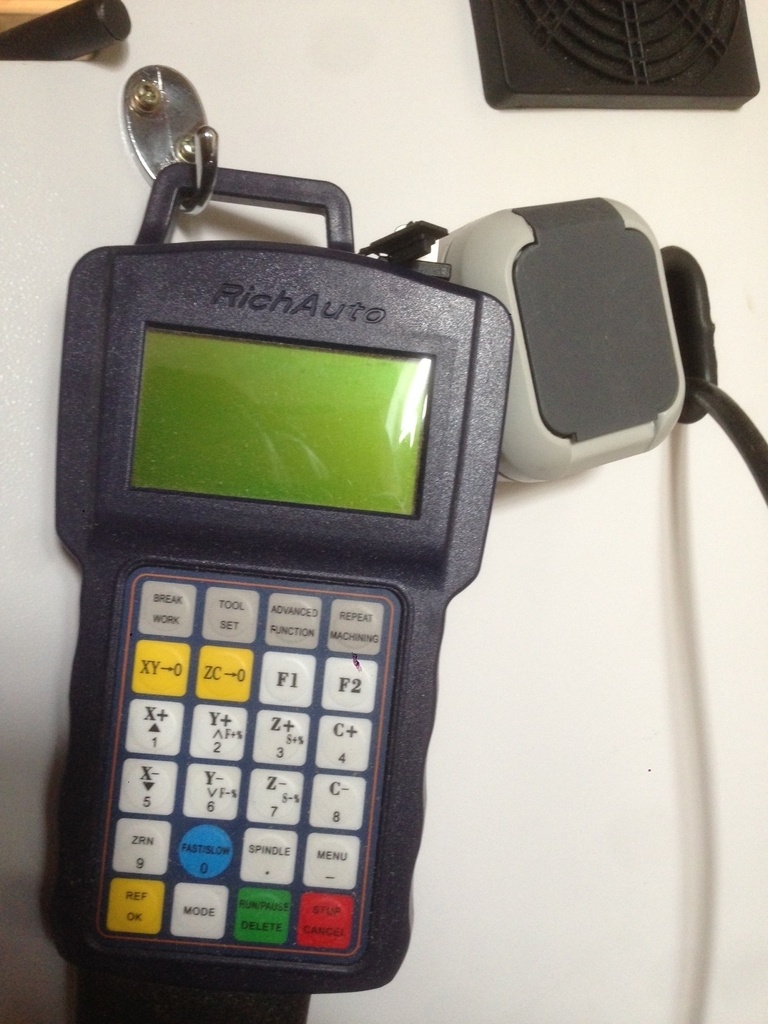
Une autre possibilité est d'utiliser un controlleur fillaire pour cela, permettant de se passer du pc pour cette étape, le boitier trouve et transforme le gcode stocké sur une clé USB, il peut aussi directement commander la machine pour des oprérations simples: les mise a zéro des différents outils et de la pièce brute de bois a usiner (choix du zéro sur la table, la pièce brute ou le zéro "entre pointes" lors de l'utilisation du diviseur.
Le boitier DSP permet quelques autres opérations simples (surfacages), ou encore de sauver son usinage après avoir arrêté en cours, ou bien de programmer du Gcode directement sur celui-ci, ces opérations sont quand même laborieuses sur cette commande, écran de 3cm sur 5, app du genre nokia monochrome du siècle passé, bref bof, tu te trompes de bouton et tu casses directement. Mais ca permet de se passer du Pc et de Mach3 source possible de pas mal d'autres soucis en tout cas sur ce type de machine basique produit blanc asiatique.
pour comprendre plus précisément le Gcode peu de sources en Francais, citons
Wiki Fr Gcode et le Bear CNC
Bien sûr avec les outils informatiques rien ne sert somme toute de comprendre ou d'éditer soi même son Gcode, les outils sont la pour s'en charger, mais bon, j'ai un encore un peu de temps, ca parait accessible, j'en profite joyeusement!
ci dessous encore l'ensemble des commandes Gcode acceptées par la CNC actuellement en construction, le dialecte Richauto quoi
DSP B18 Richauto francais
G00 Déplacement rapide
G01 Interpolation linéaire
G02 Interpolation circulaire (sens horaire)
G03 Interpolation circulaire (sens anti-horaire)
G04 Temporisation (temporisation - suivi de l'argument F ou X en secondes)
G17 Sélection du plan X-Y (par défaut)
G18 Sélection du plan X-Z
G19 Sélection du plan Y-Z
G20 Programmation en pouces
G21 Programmation en mm
G28 Retour à la position d'origine
G30 Retour au 2ème, 3ème, 4ème point de référence
G40 Annulation de la compensation de rayon d'outil
G41 Compensation de rayon d'outil à gauche
G42 Compensation de rayon d'outil à droite
G43 Compensation de la longueur d'outil dans le sens +
G44 Compensation de la longueur d'outil dans le sens -
G49 Annulation de la longueur d'outil
G54 Sélection du systéme de coordonnées numéro 1
G55 Sélection du systéme de coordonnées numéro 2
G56 Sélection du systéme de coordonnées numéro 3
G57 Sélection du systéme de coordonnées numéro 4
G58 Sélection du systéme de coordonnées numéro 5
G59 Sélection du systéme de coordonnées numéro 6
G73 Cycle de perçage brise-copeaux, débourage
G80 Annulation de cycle
G81 Cycle de perçage simple
G82 Cycle de perçage lamage (avec temporisation)
G83 Cycle de perçage débourrage
G84 Cycle de taraudage à droite
G90 Déplacements en coordonnées absolues
G91 Déplacements en coordonnées relatives
G98 Retour au plan Z (lors de cycle)
G99 Retour au plan R (lors de cycle)
G101 Move with processing speed until the signal is triggered. Meanwhile Rollback and pinpoint signal edge (similar to backing home)
G102 Move with fast speed until the signal is triggered. Meanwhile Rollback and pinpoint signal edge (similar to backing home)
G103 Move with processing speed until the signal is triggered.
G104 Move with fast speed until the signal is triggered.
M03 Rotation broche sens horaire
M04 Rotation broche sens trigonométrique
M05 Arrêt rotation broche
M06 Changement outil
M08 Marche arrosage principal
M09 Arrêt arrosage
M30 Fin de programme and return to program top
M37 Spindle on(CW rotation)
M38 Spindle on(CCW rotation)
M129 4th spindle on
M208 Cycle machining
M210 Set output logic low level
M211 Set output logic high level
M214 Run the next line of G code after waiting for the specified input signal logic low
M215 Run the next line of G code after waiting for the specified input signal logichigh
M216 Run the next line of G code after waiting until all the specified input signal logic high
M217 Run the next line of G code after waiting until anyone of all the specified input signal logic high
M220 Set Y1 logic low level
M221 Set Y1 logic high level
M222 Set Y2 logic low level
M223 Set Y2 logic high level
M224 Set Y3 logic low level
M225 Set Y3 logic high level
M226 Set Y4 logic low level
M227 Set Y4 logic high level
M350 Set the extension output logic low level
M351 Set the extension output logic high level
T Tool function
S Spindle speed
F Feed rate
H Tool length offset
bien foutue mais pas sexy a l'utilisation nécessite un peu de temps pour retourner dans l'univers manette basique, les vidéos dsp qui trainent sur youtube aident bien pour les op de prises en main : déplacement du portique, zéro machine, zéro pièce, chargement, choix mise en route et arrêt d'un gcode. citons une vidéo particulièrement intéressante d'un utilisateur US de la manette DSP
je vais acheter un portable que je pourrai utiliser a proximité de la machine quand même pour les petites retouches de dernières minutes (point zéro, réorientation, vérif etc) (marre des escaliers)
en final ca aparait comme un plus en atelier mais pas obligatoire, mach3 ravit de nombreux utilisateurs
Usinons une branche en codage manuel (simulation)
je sors un peu de la spécificité de cette machine pour dévellopper une série de points communs aux machines numériques
le Gcode de l'usinage d'une Branche
Pour mieux comprendre comment et que coder, je me suis proposé un exercice sans doute plus compliqué a réaliser sans coder qu'en codant:
en se promenant on ramasse une branche de diamètre 50mm avec un embranchement au milieu, une forme de Y, on souhaite usiner une rainure entre A et Ô, B et Ô, C et Ô, rainure de 20mm de large et 10mm de profondeur afin d'insérer une bande LED, ainsi que forer trois trous en A, B, C de 20mm de diam pour placer des écarteurs qui permettraient de suspendre la branche au mur qui serait rétro-éclairée.
un croquis de la branche sur la machine (sorry pour la mocheté, l'apprentissage du dessin assisté vient après...)
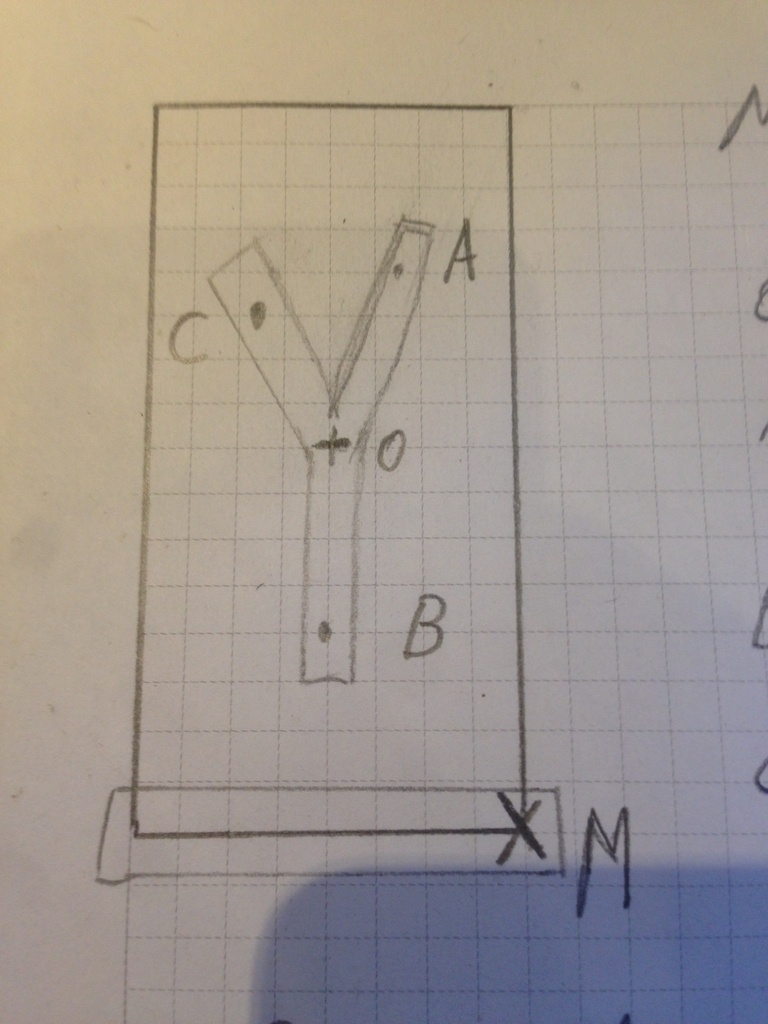
donc notre Branche diam 50mm bridée sur la table d'une CNC 8040 (800mm de long en X, 400mm de large en Y, 200mm de haut en Z)
- sous le point A une cale de 10mm, car nous n'avons pas rammassé une branche parfaitement d'aplomb.
- sous les points B et Ô la branche est en contact avec la table.
- sous le point C une cale de 20mm.
- Ô le centre relatif de la pièce et centre absolu de la table
- en M le moteur au repos en position zéro abslou en X axe de Longueur de la table, zéro en Y axe de largeur et zéro en Z axe verticale sur lequel la broche est fixée a zéro elle est a sa hauteur max.
- On utilisera une fraise de diamètre 12mm
- Pilotage en centre de fraise, pas de correction de rayon
- pour les rainures une passe ébauche + une passe finition
- On travaillera en coordonnées absolues, ce qui donne pour les points O, A, B, C d'après le croquis:
O: X-400, Y-200, Z-150
A: X-600, Y-130, Z-140
B: X-200, Y-200, Z-150
C: X-550, Y-280, Z-130
le code: (heureusement que JLuc69 de Sitemeca m'a fortement aider pour ca, seul je moulinais dans la choucroute juste pour essayer de percer en A, B et C, sans ce Dieu là, j'y serais encore, (du moins je passais la nuit dessus sans trouver car le lendemain j'ai recu l'aide d'un autre dieu codeur dh42, voir bas de l'article... )
(FRAISE DE DIAM. 12)
G0 G90 Z0
X-200 Y-200(POINT B)
Z-140
G1 Z-150 F100(AVANCE A ADAPTER)
(TROU D20 POINT B))
X-196
G3 I-4 Z-160
G3 I-4 Z-170
G3 I-4 Z-180
G3 I-4(1 TOUR A PLAT)
G0 Z-140
(TROU D20 POINT O)
X-400 Y-200
G1 Z-150 F100(AVANCE A ADAPTER)
X-396
G3 I-4 Z-160
G3 I-4 Z-170
G3 I-4 Z-180
G3 I-4(1 TOUR A PLAT)
G0 Z-130
(TROU D20 POINT A)
X-600 Y-130
G1 Z-140 F100(AVANCE A ADAPTER)
X-596
G3 I-4 Z-150
G3 I-4 Z-160
G3 I-4 Z-170
G3 I-4(1 TOUR A PLAT)
G0 Z-120
(TROU D20 POINT C)
X-550 Y-280
G1 Z-130 F100(AVANCE A ADAPTER)
X-396
G3 I-4 Z-140
G3 I-4 Z-150
G3 I-4 Z-160
G3 I-4(1 TOUR A PLAT)
G0 Z-120
(RAINURES 1ERE PASSE)
X-550 Y-280
G1 Z-135 F100(AVANCE A ADAPTER)
X-551.88 Y-276.47
G3 X-548.12 Y-283.53 R4
G1 X-399 Y-204 Z-155
X-200
G3 Y-196 R4
G1 X-399.32
X-598.68 Y-126.22 Z-145
G3 X-601.32 Y-133.78 R4
G1 X-409.93 Y-200.76 Z-155
X-551.88 Y-276.47 Z-135
X-550 Y-280
(RAINURES 2EME PASSE)
X-550 Y-280
G1 Z-140 F100(AVANCE A ADAPTER)
X-551.88 Y-276.47
G3 X-548.12 Y-283.53 R4
G1 X-399 Y-204 Z-160
X-200
G3 Y-196 R4
G1 X-399.32
X-598.68 Y-126.22 Z-150
G3 X-601.32 Y-133.78 R4
G1 X-409.93 Y-200.76 Z-160
X-551.88 Y-276.47 Z-140
X-550 Y-280
G0 Z0
pas très palpitant comme dirait LeBearCNC, dont le visionnage de ce Tuto
nous aidera a installer le logiciel Visual Studio Code, qui nous aidera pour la lecture et l'édition du Gcode.
ouvrons le Gcode coloré, voici les commandes utilisées pour sa réalisation
- en vert ce qui est entre-paranthèse est ignoré de la machine, donc du blabla, important pour s'y retrouver, surtout un mois plus tard.
- en Bleu les commandes d'actions:
G00 Déplacement rapide
G90 Déplacements en coordonnées absolues
G01 Interpolation linéaire
F Avance
G03 Interpolation circulaire (sens anti-horaire) - en rouge l'axe Z important, c'est avec lui que les risques de casse sont les plus importants,
- en Rose X et Y en absolus
- en jaune I le forage excentré, en effet pour forer diametre 20mm avec une fraise de 12, il faudra que l'axe de la fraise usine a une distance d'un rayon de 4mm.
- turquoise R pareil pour usiner une rainure de 20 avec une fraise de 12, certaines précisions sont nécessaires
Envoyons ce gcode en simulation au lycée de Dunkerque
copions le code dans la boite de gauche
et ... il semblerait qu'il y ait des petites erreurs... > Renseignements pris c'est le simulateur qui n'est pas totalement fiable, je cite "... le code que je t’ai fait ne comporte pas d’erreur, c’est le simulateur de lycée qui déconne un peu niveau affichage.
Si tu fais défiller le code ligne par ligne avec flèche bas, tu verras que la trajectoire est bonne. Il ne faut pas se fier aveuglement à un simulateur, quand il dit « problème », il faut chercher la partie incriminée et comprendre ce qui va/ne vas pas
Dans ce cas, c’est le graphique ;)
JLuc69 "
Signalons que David DH42 m'a proposé une autre approche (j'ai aussi posé la question différement) et c'est tant mieux! deux approches par deux pro y a de quoi coder, simuler et usiner!
on peut voir ca sur Metabricoleur
Merci encore a tous les grands codeurs qui offrent leur temps aux débutants
L' > Emporte-pièce grâce au logiciel Easel
L'étape suivant les simples formes géométriques et autres opérations basiques directements codables via le display ou manuellement, ca serait peut-être la 2D élaborée, toujours avec une seule profondeur. Il s'agit toujours de formes simples, mises bout a bout, droite suivie d'arc etc, ces chemins dessinés seront codés, vectorisés, ils sont exprimés en SVG.
Avec le mot "Stencil" ou Pochoir par exemple en recherche image, on aura accès à nombre de ces dessins usinables en une seule profondeur. Soit on se limite aux SVG téléchargeables et directements transformables en Gcode, soit on retouche un dessin, une photo que l'on transforme en SVG afin de pouvoir le Gcoder. Le mieux reste évidement d'éditer une création originale directement en vecteur.
On est pas tous des Designers, on explorera ca plus tard. Essayons d'abord le téléchargement, trouvons un SVG diponible, libre de droits d'utilisations, sans devoir cliquer trop loin d'ici, á 15 cm ici en bas a droite dans l'onglet Promouvoir par exemple, on peut télécharger l'icon L'.svg
Easel
une fois L' sauvé dans son dossier, alons ouvrir le programme DAO, CAO tout en un sur la page Easel , inscriptions nous, (faudra penser a désactiver l'inscription a la news letter par après)
nommons IconL notre nouveau projet, en cliquant sur sans nom en haut a gauche.
Puis à droite, pour la déco définnissons une matière de bois brute qui sera usinée et entrons directement les dimensions de cette piece brute a usiner. (basculer l'interrupteur Inch/mm au besoin)
Via l'icone de la porte s'ouvrant, importons notre SVG IconL et positionnons, dimensionnons de facon a pouvoir usiner sans casser.
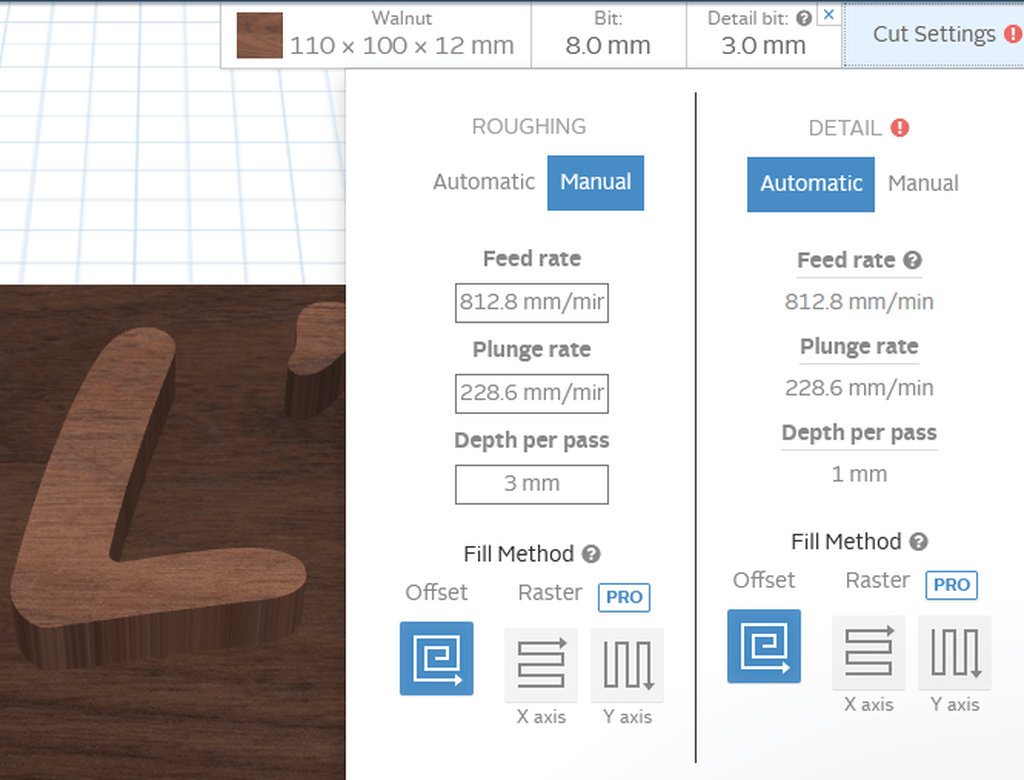
Dans l'onglet outil créons un premier outil de dégrossisage, puis un second pour la finition.
Définissons les profondeur de passe dégrossissage et finition ainsi que l'avance, ces réglages sont un sujet complexe a voir en détail plus tard, bref explorons
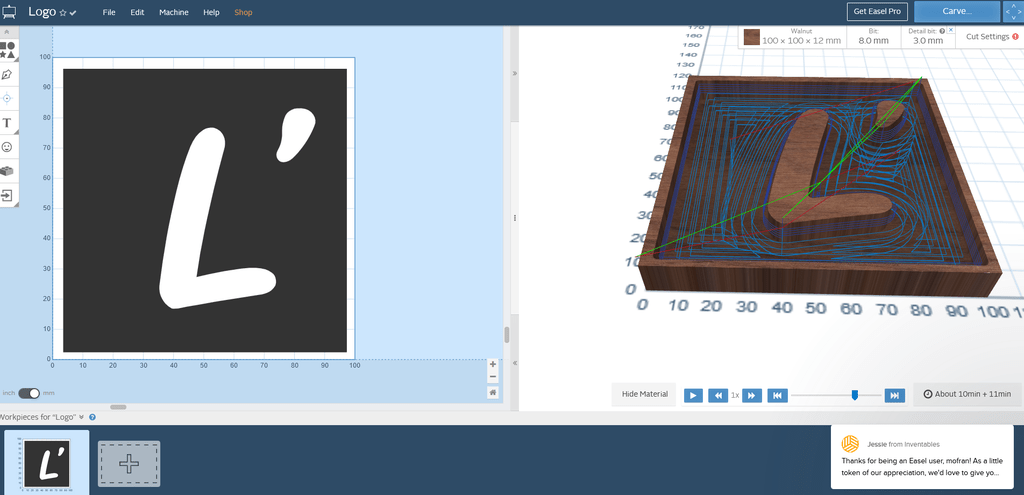
Simulons l'usinage.
Via le bouton avancé dans l'onglet machine, Il ne reste plus qu'a créer et sauvegarder notre Gcode
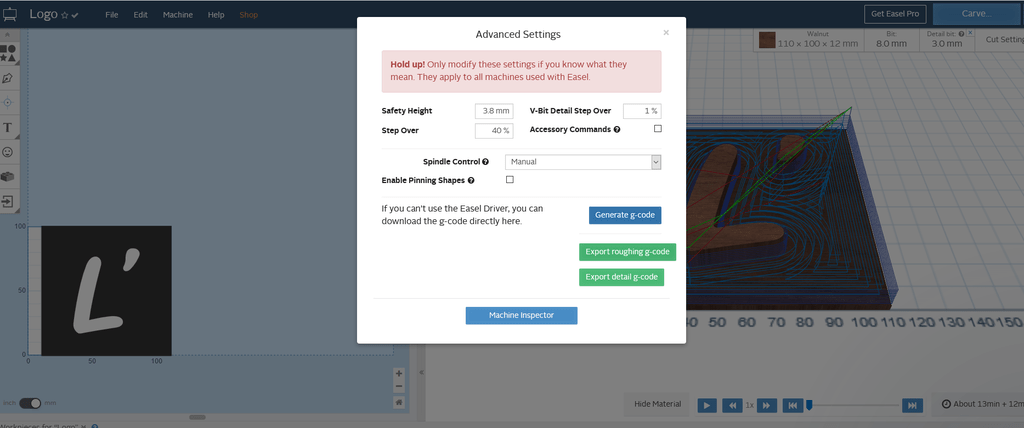
Le safety height c'est la distance de dégagement que prendra l'outil sur l'axe Z afin de s'assurer de ne pas toucher les brides de fixations lors des déplacements du portique.
Brides que l'on a pas la place ici d'insérer, ce qui n'est pas possible lors d'un usinage réel,
Quoi qu'il en soi, on peut lire et simuler cet usinage via les outils du chapitre précédent.
resterait plus qu'a usiner, huiler et emporter les pieces de pates a biscuit... Bien il y a aussi de fortes chances que la pate a bicuits fasse des siennes, vu qu'on a pas prévu d'usinage de poche á l'intérieur de la Lettre L et de son apostrophe afin de dégager la pate a cet endroit.
Plus grave > Fatal Error : il faut usiner le tout en miroir pour que le biscuit soit lisible correctement.
Je ne pense pas que Easel puisse nous aider plus loin, on trouvera d'autres outils pour ca, mais je trouvais sympa de partager cette facon, en quelques minutes, de projetter un SVG de facon précise sur un usinage concret.
Bon je vais quand même les cuires avec mes filles mes speeculoos avec ou sans emporte-pièce, avec ou sans CNC, on va se régaler
Allais réalisez bien vous aussi,
A+
Fusion 360 perspectives et limites, et puis Grabcad
Je ne vais pas, ce coup-ci, vous présenter l'utilisation complète de Fusion que je ne connais que peu, mais plutôt porter une réflexion sur le choix de ce logiciel utile et nécessaire pour de la création 3D devant être usinée CNC. Ce n'est certainement pas le seul, rien que son "grand Frère" Inventor du même éditeur, offre les mêmes fonctions en version plus Pro, susceptible d'aller plus simplement vers de l'homologuation, production de masse etc.
Donc c'est son accès gratuit pour le hobby, ses nombreux tutos, et sa flexibilité: télécharger des éléments préconstruits, des images, des fichiers vectorisés, différents pluggins, mais surtout les différentes finalités possibles directement intégrées, soit sortir des plans avec cotation en pdf pour l'atelier, des objets stl 3D pour la présentation et l'impression filaire, que sais je encore et surtout dans mon cas l'aspect CAM, donc la mise en place d'une stratégie d'usinage, la création de ses Gcodes et la simulation d'usinage qui me semblent pertinant pour la 3D CNC.
J'ai eu la chance de participer (dans le creux entre les deux vagues Coro) a une courte formation cours du soir sur Inventor et ce n'était ni du temps ni de l'argent perdu, recevoir au sein d'une classe, les bases et les conseils d'un concepteur 100% pro sera toujours un plus par rapport a tous les auto apprentissage possibles, a recommander. Inventor, jusqu'a cette année était accessible en mode étudiant, sur simple déclaration numérique, ce n'est malheureusement plus le cas, il faut présenter une preuve numérique (photo de carte d'étudiant) délivrée par une haute école reconnue (et controlée) par un organisme numérique tiers avant d'obtenir une lecence d'un an. l'abo étant a 4chiffre annuelement, on le laissera aux boites d'ingénieurs qui peuvent se le permettre ou doivent.
Fusion a l'air de présenter un businesse modèle qui se dévellope dans la même direction qu'Inventor (chaque année une barrière en plus) on restera ouvert sur les alternatives possibles...
l'utiisation au sein de Fusion de création tierce:
GrabCAD
quand je crée un objet, y intégrer des composants extérieurs préconstruits peut me simplifier,m'aider a clarifier le processus,
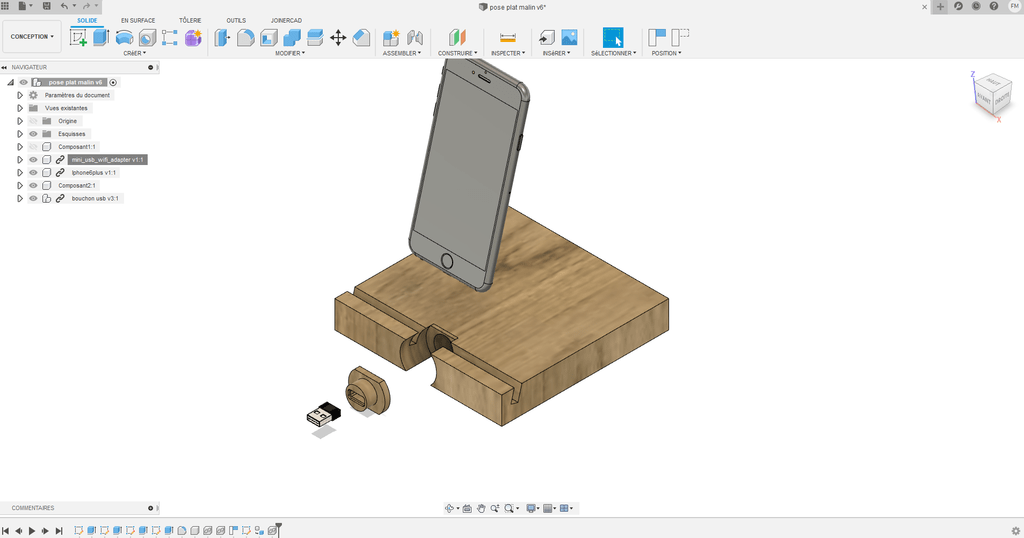
un exemple avec la conception d'un pose plat avec smart-rainure et bouchon avec insert Usb
c'est utile pour le rendu bien sur, la prise de cotes en direct sur les objets présents etc., même si dans le cas présent la mini usb n'en est pas une, router wifi en l'occurence, elle a donc des cotes légèrement différentes de celle que j'ai ici, j'apprécie de pouvoir modéliser le coup d'oeil.
Pour revenir a l'intégration des objets, il suffit de s'inscrire sur Grabcad, effectuer une recherche par exemple mini usb et télécharger, dans les résultats obtenu l'élément qui peut s'ouvrir avec Fusion (fichier step dans ce cas ci, Fusion reconnait aussi d'autres fichiers, il ne reconnaitra l'historique d'un objet que si cet objet a été créer par Fusion exporté en tant que tel et même version.
Pour importer du sketchup dans Fusion ce n'est pas top, il y a moyen de moyenner mais sans plus (trous dans le mesh, petits changements de cotes, l'apparence n'en parlons pas (peut être qu'en concevant au sein de sketchup avec pour but d'exporter quelque chose d'utilisable dans Fusion , je n'ai pas sketchup pro, je n'ai pas pu tester, mais les tentatives d'imports que j'ai faites n'étaient pas concluantes)
bon une rainure smartphone et intégrer une clé Usb dans un pose plat, c'est discutable, je vois les froncements de sourcis, mais ca fait deux trois cadeau de noel d'un coup, enfin si je recevais un truc pareil je lui trouverai bien une utilité...
je n'ai pas été plus loin au sein de fusion dans cette conception, car je n'ai pas besoin de plus de cotes a l'atelier, on reste dans la réflexion CNC, l'objet est faconné a la scie sur table, forêt forstner et foret " a bouchon"
les autres ajouts déco, aroondis et finition se feront sans besoins de cotes.
le projet est sauvé, une fois la CN en ordre de marche il suffira de le reprendre pour l'améliorer grace aux possibilités CNC (j'espère possible avant noel prochain ???)
Limites de Fusion
ce projet est difficilement usinable en cnc 3axes: rainure avec un angle non droit, trous axés sur un autre plan, il faudrait donc plusieures opérations avec une pause entre celles-ci pour réorienter manuellement les faces successives a usiner, les briders serait assez technique, a 90° passe encore, mais nécessité de créer un support particulier pour gérer l'angle de la rainure etc.
par contre avec le 4ème axe: le Mandrin Diviseur, pas de soucis tout l'usinage peut se faire en une (longue) opération, plus qu'a couper les deux "taquets" de serrage pris dans le mandrin et la poupée mobie.
Mais voila depuis octobre 2020 l'accès a plus que 3 Axes dans CAM est désormais payant dans Fusion (avec un système de crédits etc)
resterait la possibilité de concevoir sa piece en plusieures opérations trois axes, exporter les différents Gcode et les retravailler avec l'ajout manuel des lignes Gcode mandrin diviseur entre les blocs de gcode des différentes opération, a mon avis reste possible (pour un projet tel que celui-ci) mais pénible avant d'arriver a un résultat ok. De toute facon Fusion ne gère qu'un nombre limités de Mailles triangulaires (Mesh, 30 000 en l'occurence) bien que ca laisse de nombreuses possibilités, Fusion ne sera jamais un outi de sculpture a proprement parler.
Ce pas à pas présente un projet en cours de réalisation.
Licence



Discussions
Démarche très intéressante! Merci de nous faire partager le feuilleton. C'est prenant! On attend avec impatience la suite!
Chez "Elephant", ça à l'air d'être le paradis de la cnc...
Bonsoir,je vais suivre l'évolution avec interet car j'ai envie de me laisser tenté, merci pour ce pas à pas
Waow, ca m'a l'air d'un monde à part, merci de partager ton cheminement sur ce terrain avec nous !
Quel prix pour la machine et le transport?
Pour le g code tu peux également consulter le site Linux cnc.
Je génère le G CODE pour ma CNC avec un post processeur dédié à mon contrôleur Digital Dream CNC à partir de FUSION 360.
MoFran C'est bien mon avis fusion se fissionne de plus en plus et à grand pas. Il va falloir trouver quelque chose d'équivalent en français si possible et facile à prendre en main. J'oubliais gratuit aussi. Utopie ou pas?
Il va falloir trouver quelque chose d'équivalent en français si possible et facile à prendre en main. J'oubliais gratuit aussi. Utopie ou pas?
oui c'est utopique, autodesk est un géant
Fusion est très bien et c'est normal que les fonctions dédiées a la fabrication spécialisée soient payantes si tu usines plus vite, plus facilement et plus précis grace a ces fonctions (quand même tu peux aller loin dans l'usinage 3 axes avant de rencontrer ce payage)
C'est juste que a partir de 4 axes la simulation, les réglages, les essais sont donc aussi dans cette catégorie, et avant de payer, je veux m'assurer que je vais pouvoir en faire quelque chose d'autre que des essais, pour ca il y a des autres possibilités que j'explore
tout cela reste utopique pour moi car je ne saurais pas quoi en faire dans mon métier
car ma force est de faire ce que la machine ne sait pas faire une niche comme une autre
je ne refuse pas le progrès bien au contraire
mofran Où en es tu avec ta cnc ? Tu l'as reçue ?
Oui, bien recue et installée, bon je dois avouer que je ne fraise pas bcp en ce moment, j'ai vu que tu te replonge dans dans la confection d'une cnc "caissons" chouette projet
Bonjour,
C'est un vieux post mais d'après tes questions sur les fraises cnc, il est toujours d'actualité.
Si je comprend bien, ta machine est "off line", le contrôleur n'est pas relié à un pc ?
J'ai lu ton pap et ça me semble une usine à gaz pour pouvoir usiner quelque chose.
Travailles tu toujours ainsi ou as tu trouvé une autre méthode plus simple ?
J'ai fabriqué ma machine (1400x1100) avec un contrôleur réseau piloté par mach3 plus une "télécommande" pour les déplacements et des boutons de contrôle (x, z, z, a zéro, départ/arrêt de cycle, ...). Les dessins et chemins sont faits avec Aspire de vectric. C'est simple et rapide.
Il t'est toujours possible de remplacer ton contrôleur par un autre sans trop toucher à ta machine.
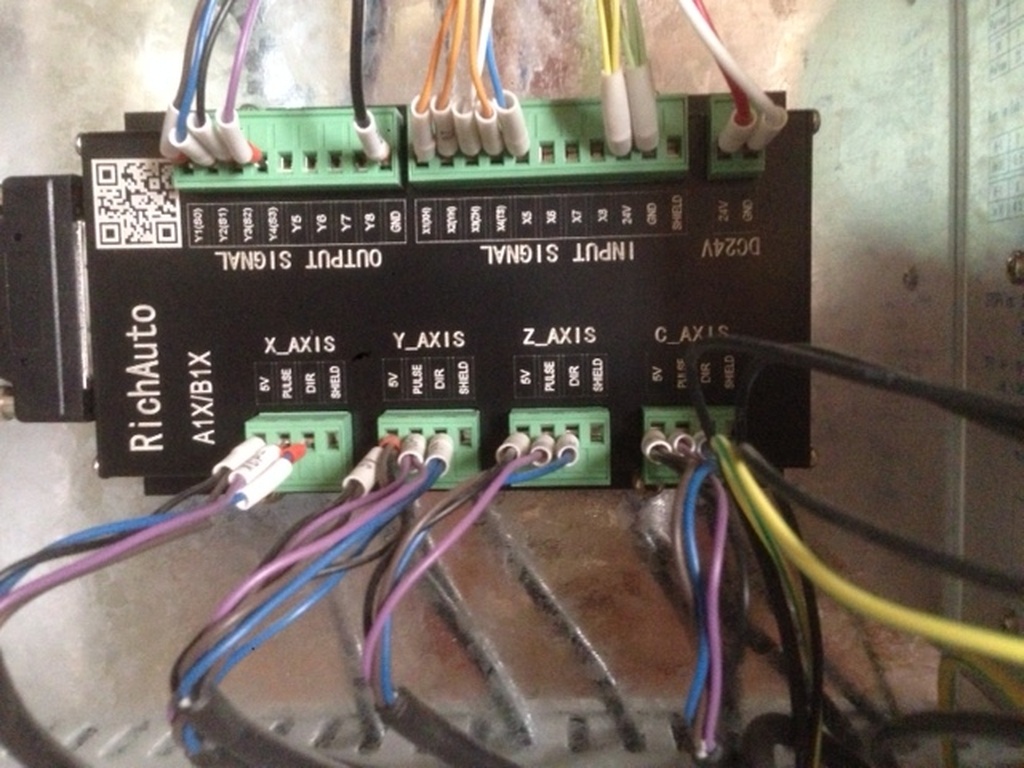
p.s. D'après les photos, les deux drivers de ton axe Y sont branchés sur la même sortie moteur de ta carte. c'était comme ça d'origine?
Mickael
oui, en gros je réécrirais ce sujet différement, ce pas a pas était une facon de faire un petit bilan de mes interogations et points que je trouvais alors important, maintenant je l'utilise et accepte les limites induites par le fait que c'est une CN (trop de bruit long, sans le doigt sur la gachette pour être le maitre de la machine une fois lancée donc subi) les limits mécaniques due a la machine (il y en a toujours peu importe la bête) et au fait qu'il faut toujours brider le brut et les limites des softs a utiliser
je vais pas changer de machine, ni de soft (du coup je change de fraises :-)
soit j'ai un truc simple a usiner et je descend ma clé usb dans l'atelier point. soit c'est complexe, le posage, l'incertitude liée au bridage, ou juste bcp d'op et je descends le portable dans l'atelier et bosse en parallèle au clavier et sur la machine avec aller retour clé usb.
cette commande DSP est chouette pour pointer des 0 WCS complexes, mais comme je répette rarement des parcours d'usinage (peu de petites séries, pas de grosses) son utilité n'est pas top. (je galère comme ca, je suis content de n'être responsable que de mes usinages et pas de la machine en elle même, DIY c'est bien mais a un moment je passe la main, bravo a toi d'avancer ladedans)
vectric est bien, rien a dire la dessus si ce n'est que je n'ai jamais vraiment plongé dedans,
fusion, j'aime vraiment bien la visualisation dans la partie conception, et je me suis habitué a fabrication
je crois qu'il y a deux drivers Y par c que le portique est lourd et qu'il faut bien ca, je n'ai rien fais en élctronique, un peu de règlages méca, c'est tout