
La rainure que tu vas Usiner sur ton montant te servira pour ton renfort d'épaulement. Comme te l'a dit Sylvain, le défonçage doit se faire en série en usinant tes montants ensembles. Pour cela, fais ton gabarit en conséquence (possibilité de faire plusieurs montants d'une seule fois) ;-)
Le système mentionné par Sylvain
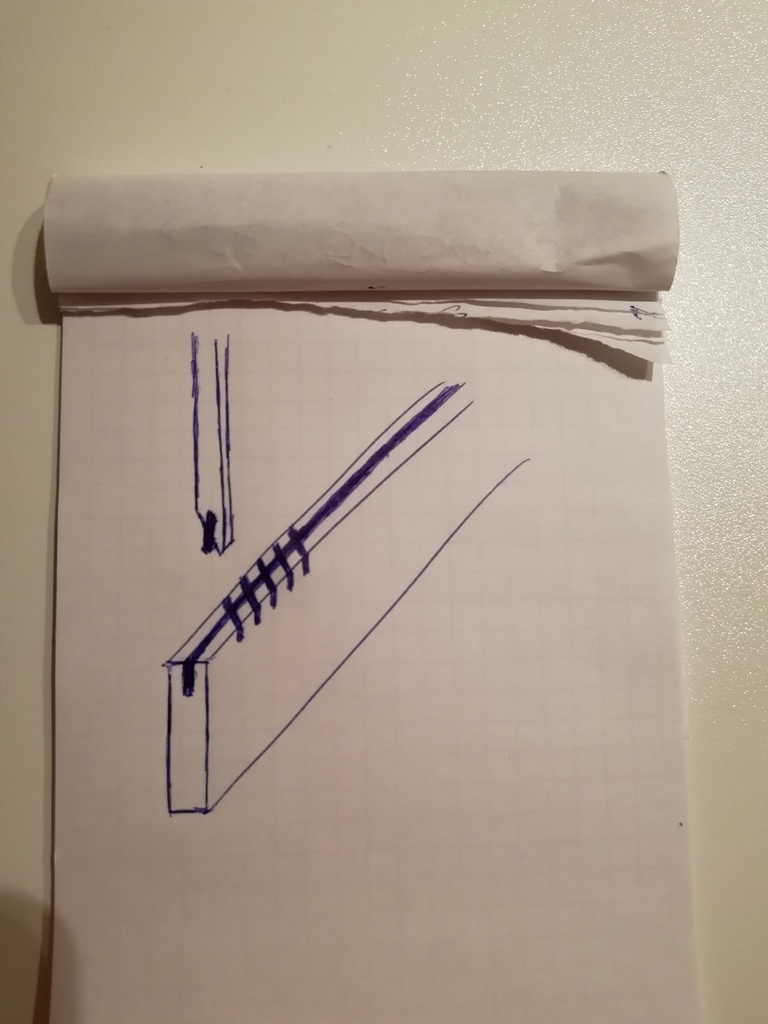
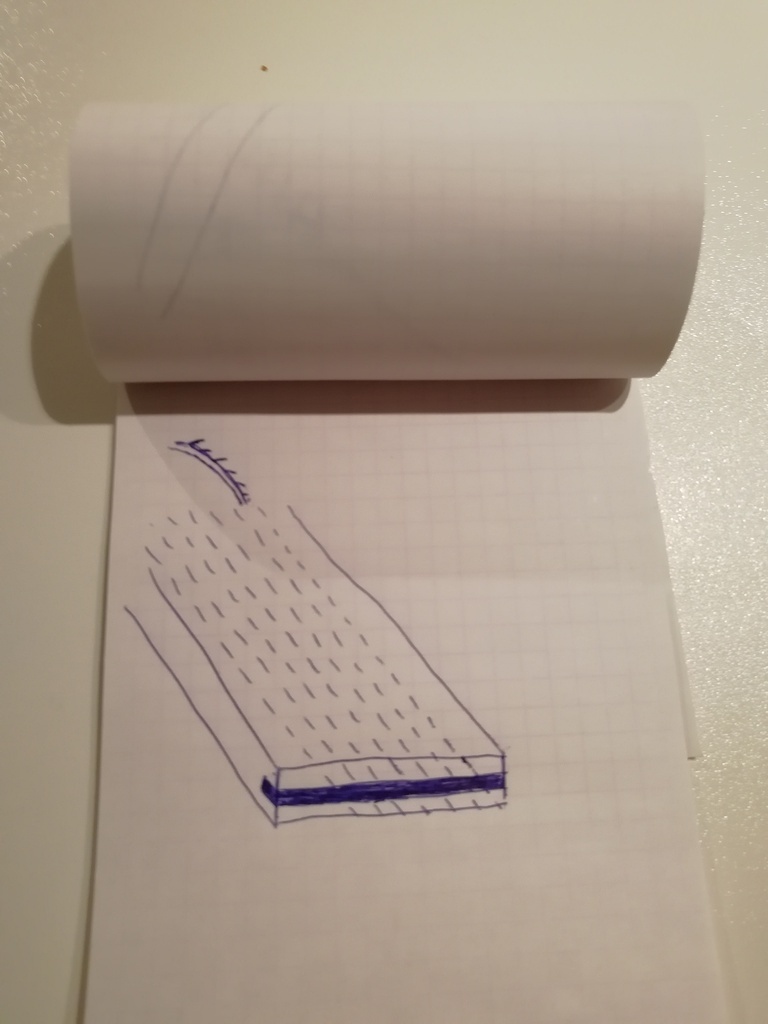
La manière de faire un travail rapide en série. Travailler avec un gros bloc capable raboté en épaisseur à la côte finale de la largeur de tes lames. Ensuite le couper à longueur entre d'arasements + 2 profondeurs d'entailles. Puis luis faire une rainure aux extrémités à la toupie identique en épaisseur à celle des montants (profondeur = aux entailles dans les montants) . Ensuite, déligner ton bloc à la panneauteuse avec l'angle désiré. C'est la méthode que j'ai appris sur mon tour et ça va très vite !
Nickel ;-)

Oui, tout est indiqué en effet

Bienvenue à toi! Une petite présentation dans le "à propos" t'évitera de te faire agresser, enfin j'espère ;-)
T'es deux tables sont parfaitement parallèles ? Car là, à part ta table d'entrée qui plonge vers le porte-outils ou les fers trop ressortis, je ne vois pas. Ou alors, dernière solution mais qui me paraît improbable, défaut de fabrication ou de conception à l'usine, ce qui ferait que tes lèvres touchent les fers. Est-il obligatoire que ta table de sortie soit alignée avec la table de ta scie ? Bon courage
Vu le peu de jeu que tu as entre ton porte-outils et ta table de sortie, il se peut que ton porte-outils lui-même soit trop haut (dans le cas où il est réglable en hauteur).De plus, t'es fers m'ont l'air d'être sortis normalement ! Patience, tu vas trouver ;-)

+1 pour Kaj

Beau travail ;-)

Sympa !

Super, bon courage pour ta réception mon pays.

Au top, j'adore. Quand on sait la complexité de ce type d'ouvrage, on ne ne peut qu'apprécier de voir une telle réalisation. Félicitations

Félicitations, super projet ! J'ai hâte de voir son évolution !

Bonjour, l'idéal serait d'inverser le sens du fil des cases teintées et de faire des coupes d'onglets sur tes alaises (pour éviter de voir le bois de bout) . C'est en forgeant que l'on devient forgeron :-)

Très sympa comme réalisation, on sent la passion qu'il y a derrière tout ça ;-) !
Je trouve que l'on devrait arrêter d'importer des jouets fabriqués aux quatre coins du monde et revenir à ce style de jouet réalisé avec notre savoir-faire bien de chez nous.

+1
Si c'est le cas, problème de réglage machine. Mais ce n'était pas stipulé dans le texte que les bois étaient parfaitement droits. Ensuite, vu la largeur des bois présentés, il se peut fortement que ceux-ci continuent de travailler après dégauchissage.
Vas-y par étape en vérifiant tous les points de vérification mentionné dans les commentaires. Si après tout ça, tu as encore un problème, c'est qu'il s'agit bien d'un problème humain et dans ce cas, applique ce que je te conseille. Bon travail ;-)
Chacun son style de fabrication mais moi personnellement, je mets 20 mm entre chaques lames. Mais cela dépend de l'épaisseur de ton volet, si tu veux voir encore un peu à travers où pas et du degré d'inclinaison de tes lames.