
Ce pas à pas présente un projet en cours de réalisation.

Je souhaite partager les étapes de ce projet, les difficultés rencontrées et les solutions techniques apportées. Il a mis plusieurs longs mois à sortir, le froid et l'humidité de l'hiver ayant sérieusement perturbé le timing.
J'espère qu'il en sortira de riches et amicales discussions.
Cordialement.
Liste des articles
- I. Situation de départ
- II. Approvisionnement en bois
- III. Définition du projet
- IV. Débit
- V. Corroyage des montants, des traverses et des lames
- VI. Tronçonnage des montants et des traverses
- VII. Tenons et mortaises
- VIII. Traverse cintrée
- IX. Usinage des feuillures et mouchettes
- X. Usinage des rainures
- XI. Usinage des lames
- XII. Logements des tenons dans les rainures
- XIII. Montage final
- XIV. Quincaillerie et peinture
I. Situation de départ
Les vieilles maisons ont du charme mais, comme aurait dit La Palice, elles ont l’inconvénient d’être vieilles. Leurs persiennes, quand elles en ont, le sont aussi. Chez moi, la plupart des persiennes sont encore en bon état malgré leur âge respectable : elles sont en place depuis 1848 ! Saluons au passage le travail exemplaire de nos anciens.
Mais quelques-unes, placées sur la façade orientée au SSO, s’apprêtent à tomber en morceaux.
L’alternance de soleil et de pluie a fait son œuvre. La présence d’anciennes équerres en fer signale des tentatives de prolongation de vie, mais le diagnostic vital est désormais engagé.
Trois ou quatre ventaux seront à changer rapidement.
Gros projet pour un modeste amateur. Courage ! il faut s’y mettre …
Pour commencer, il me faudra du chêne sec, si possible de la propriété car c’est ma philosophie, mais je n’en ai pas en stock, sinon faire mes emplettes chez le scieur du coin.
Il faudra aussi attendre le passage d’une nacelle pour décrocher les malades, prendre tranquillement leurs cotes pour les reporter sur SketchUp que je commence à maîtriser, et bien sûr récupérer la quincaillerie.
A suivre ...


II. Approvisionnement en bois
Abattage de deux chênes
Deux chênes proches de la maison dépérissaient en raison, je suppose, des canicules et du manque d’eau de ces dernières années. Comme bien d’autres chênes en forêt, malheureusement. De plus, ils étaient menaçants pour leur environnement, notamment pour une petite dépendance. Il fallut donc se résoudre à les faire abattre, ou plutôt à les « démonter », avec l’aide d’un grimpeur, opération très spectaculaire, indispensable pour éviter une chute destructrice. Une fois les têtes puis les banches puis les troncs habillement tronçonnés, ils sont réduits à l’état soit de stères, soit de billes.
Sciage sur place par scierie mobile
Les marchands de bois et les scieries ne se déplacent pas pour deux « bouts de bois », comme on dit dans leur jargon, car il aurait fallu pour ça pouvoir remplir un grumier !
Restait la solution de faire venir une scierie mobile. Et un engin de levage pour déplacer les billes et les installer sur la table d’opération. Ce qui fut fait.
Au cours du sciage, le parfum du chêne s’exhale et la beauté du bois commence à se révéler, les défauts aussi.
Mise en plot
Le scieur qui connait bien son affaire, me conseille sur les épaisseurs à choisir et, en fin de processus, m’aide à mettre en plot, dehors, parfaitement à plat, sur liteaux sapin pour éviter le marquage du bois par le tannin, et sous protection de tôles que j’avais en stock, bien tenues en places par de grosses pierres et des parpaings.
Avec ce stock de bois, je devrais pouvoir réaliser au moins les 3 ventaux de persiennes.
Il faut maintenant s’armer de patience car le séchage en extérieur va prendre trois ans.
III. Définition du projet
- Dépose des persiennes à changer
Le passage des couvreurs, et surtout de leur nacelle, a permis de descendre deux des trois battants à changer, un battant gauche et un battant droit appartenant chacun à une fenêtre différente. Bizarrement et heureusement, après enlèvement, l’absence de ces volets n’était pas perceptible sauf pour un œil averti.
Le troisième battant, de dimension légèrement réduite, situé au premier étage et protégeant une chambre à coucher, est laissé sur place pour l’instant. - Prise des cotes sur les anciennes persiennes
Chaque battant comporte des dimensions différentes. Ceux descendus au sol et placés sur des tréteaux de peintre sont assez délabrés avec des manques de matière, rendant la prise de cotes un peu hasardeuse. Le troisième battant, suspendu au-dessus du vide, n’était pas facile non plus à mesurer. Etablissement du plan sur SketchUp 2017
Après le report des chiffres des battants du rez-de-chaussée, crayonnés sur un petit carnet, vers le PC, réalisation du plan sur SketchUp de ces battants, qui a été publié sur l’Air du Bois.
Dans un deuxième temps, j’ajouté le troisième battant sur le même plan pour n’avoir qu’une seule fiche de débite, les trois battants étant coloriés d’une couleur différente pour éviter les confusions, notamment lorsqu’on zoome et qu’on ne voit plus à qui on a affaire.Fiche de débit OpenCutList
L’excellent plugin de Boris, que je remercie au passage, me permet d’établir une liste complète de mes besoins, en cotes brutes et en cotes capables. Il ne restera plus qu’à aller faire mes emplettes sur les plots après leur séchage complet.
IV. Débit
- Déplacement du plot
L’un des plots est mis à l’abris des intempéries dans une vieille bergerie ventilée naturellement. Le second plot est chargé, et reconstitué sur ses liteaux, sur un vieux plateau agricole et tracté par mon fidèle Soméca jusqu’à la grange, à côté de l’étable qui me sert d’atelier. Choix des plateaux de chêne pour en tirer les traverses, montants et lames
Le point délicat est de trouver dans ce stock de bois en priorité les 6 montants de 2m60 sans défauts, en particulier sans nœuds et sans fissures. Je suppose que les contraintes mécaniques sont élevées en cas de coup de vent, lorsque les volets échappent et frappent brutalement le mur. Pour les traverses et les lames, leurs longueurs inférieures à 70cm et leurs exigences qualitatives ne posent pas les mêmes problèmes.Délignage des plateaux,
Jusqu’à présent, j’avais toujours déligné sur ma Lurem c210b. Il s’agissait de pièces de bois de dimension réduite, mais, malgré tout, ce n’était pas sans risque ni sans stress.
Mais là, les plateaux sont trop lourds et surtout trop longs, impossible de jouer à ce jeu dangereux. Je décide de déligner sur place et d’acheter pour ce faire une scie électroportative. Mon choix se porte sur la scie circulaire Bosch PKS 66A, en espérant que sa puissance de 1600W, son diamètre d’outil de 90 et sa profondeur de coupe annoncée de 66mm feront l’affaire.
Le plateau agricole étant un peu haut, je place des bastaings de part et d’autre sur des parpaings pour avoir un accès facile et relativement confortables. Les plateaux à déligner devront être glissé vers le côté de la remorque et placés sur liteaux, pour ne pas faire de dégâts en dessous de la coupe.
Pour le plot de la bergerie, il est au sol, il faudra donc se pencher et ce sera moins commode.
- Purge des défauts et marquage
L’identification des défauts à purger se fait au crayon gras et met en évidence les zones exploitables. Ce qui permet le marquage des pièces, en fonction des longueurs et largeurs requises, avec les lettres définies par OCL dont la feuille de débit sert de checklist à cocher au fur et à mesure. Quel luxe !
Pas mal de manipulations pour arriver au bout du compte. Encore une fois, c’est surtout le marquage des montants qui est prioritaire compte tenu de la difficulté à trouver ces longueurs bien purgées. Les traverses hautes, très larges compte-tenu du cintre, ne sont pas très faciles à identifier non plus.
Les lames, dont l’épaisseur finie sera de 12 mm, seront tirées des plateaux les moins épais.
Et c’est parti, hardi petit ! la Bosch fait le boulot vaillamment, en délignage tout au moins. En tronçonnage, je me prends quelques kick back peu sympathiques. Je dois mal m’y prendre.
V. Corroyage des montants, des traverses et des lames
Nouveau projet, nouveaux tranchants. C’est une étape que j’ai souvent négligée dans le passé et bien à tort. Pour les fers, c’est mon affuteur qui est mis à contribution, pour les rabots et ciseaux, c’est le touret à eau Scheppach Tiger 2000 qui fait parfaitement l’affaire.
Un pré-corroyage est réalisé sur la Lurem c210b à des cotes légèrement supérieures, puis repos des pièces d’une quinzaine de jours avant le corroyage définitif, en suivant les préconisations d’Étienne Desthuilliers questionné sur le sujet.
Les pièces, une fois bien propres, laissent apparaitre une multitude de petits trous, comme si les vrillettes avaient contaminé mon lot complet. Angoisse !
Je pose la question sur l’Air du Bois : certains préconisent de tout mettre au feu. Étienne Desthuilliers, me faisant constater que les orifices des trous étaient noirs et qu’il n’en sortait aucune poudre et écartant l’hypothèse d’une contamination active, me conseille « off record » de conserver le bois. Ce que je décide de faire. Pour des raisons esthétiques, je procède quand-même à l’élimination des parties les plus touchées.
Dans le corroyage, les marquages disparaissent ! Je les reporte au fur et à mesure sur les champs.
Pour les lames, leur épaisseur définitive ne sera connue avec précision qu’après la réalisation des rainures des montants, car il pourrait y avoir de mauvaises surprises de ce côté-là. La largeur des lames sera laissée à 1 à 2 millimètre de plus que le plan pour permettre de corriger les défauts possibles de centrage de la mortaise cylindrique qui sera pratiquée dans la rainure (dans les montants). En finition, il faudra donc raboter un peu cet excédent.
VI. Tronçonnage des montants et des traverses
Il est effectué sur la Lurem.
Pour les montants, qui font > 2m50, mise en place d’un petit dispositif pour compenser le porte-à-faux. Il s’agit de deux servantes mises côte à côte, rouleaux perpendiculaires au trait des scie, et d’une planchette posée dessus se déplaçant parallèlement à la coupe, une pince à ressort de chaque côté de la planchette pour faire buttoir et l’empêche de tomber. Ce montage un peu baroque donne satisfaction.
Je laisse une bonne marge côté cintre, car il sera recoupé avec le cintre après montage.
Pour les traverses, j’ai prévu sur le plan une longueur de tenons 1mm plus longue que le largeur des montants, qui sera à raboter à la finition.
VII. Tenons et mortaises
Traçage et usinage des mortaises des montants
Utilisation d’un trusquin de traçage métallique avec roue et précision micrométrique nouvellement acquis. Exit mon bon vieux trusquin en bois qui me sert fidèlement depuis tant d’années.
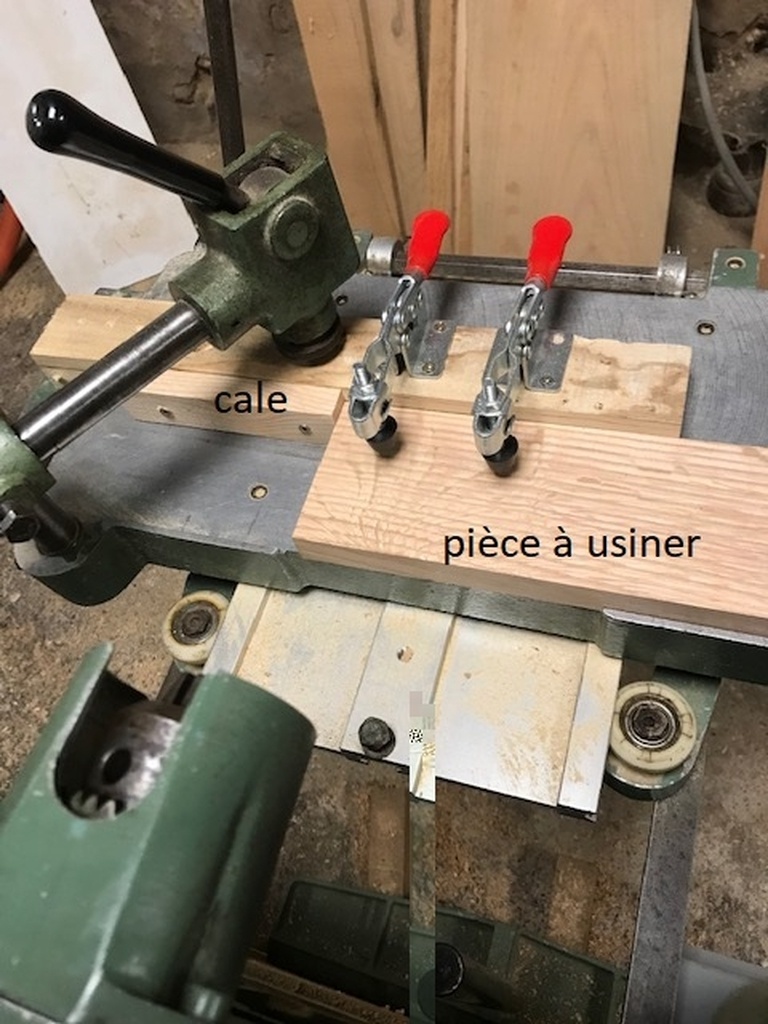
Utilisation de la mortaiseuse à mèche de la Lurem. Montage d'usinage : voir photo
Difficultés rencontrées :
• Pour les montants, mise en place comme pour le tronçonnage de deux servantes et d’une planchette pour compenser le porte-à-faux. La planchette est posée parallèle au sens de pénétration.
• Les mortaises sont débouchantes, donc les mèches disponibles doivent être tenues du bout des mors. Pas très catholique mais que faire d’autre ?
• Impératif d’être bien centré en hauteur car les montants seront retournésTraçage des 24 tenons de traverses
Pré-Usinage des 24 tenons de traverses à la scie à ruban
Je prévois une marge de sécurité de 1 mm compte-tenue de l’imprécision de la coupe sur ma Makita LB 1200F, équipée pourtant de lames de la Forézienne MFLS.- Finition des tenons des traverses à la toupie et la guimbarde
Les 40 premiers mm sont finis avec le disque à rainer de ma toupie. Au-delà, il faut reprendre la guimbarde (faite maison), c’est long mais ça se fait. - Usinage à la toupie des chanfreins de traverses
Pour cette opération, utilisation du porte-outil universel et de deux fers à mouchette. C’est bien casse-pied à régler si on veut que les deux fers travaillent ensemble. Est-ce que je m’y prends correctement ? Et est-ce bien nécessaire ? - Assemblage à blanc des montants et traverses
J’opte pour un pré-assemblage à blanc sans les lames. Avec les lames ce serait quasi impossible de faire les ajustements nécessaires.
VIII. Traverse cintrée
- Réalisation gabarit courbe sur CP
Pose d’une plaque de CP sous les battants anciens, traçage de la courbe et découpe à la scie sauteuse Bosch PST 9500 PEL. - Découpe cintre selon gabarit
Pose du gabarit sur le battant à découper. Report du trait de coupe. Découpe à la scie sauteuse Bosch PST 9500, finition au rabot de paume.
IX. Usinage des feuillures et mouchettes
- Désassemblage
Le désassemble est nécessaire pour effectuer les divers usinages sur le montants. Il est réalisé à plat sur l'établi en inversant les serre-joints dormant. Usinage à la toupie de la feuillure des montants
Réalisation avec le disque à rainurer et des bagues intercalaires, selon moi nettement plus faciles et sécuritaires à mettre en œuvre que le porte-outil universel.
L’usinage des trois montants sur la toupie de la Lurem est effectué à plat. Pose du presseur vertical bien que la pièce soit lourde. Une servante en entrée, une autre en sortie et les presseur latéraux bien ajustés. Voir les plans de ces dispositifs si nécessaire.Usinage de la mouchette
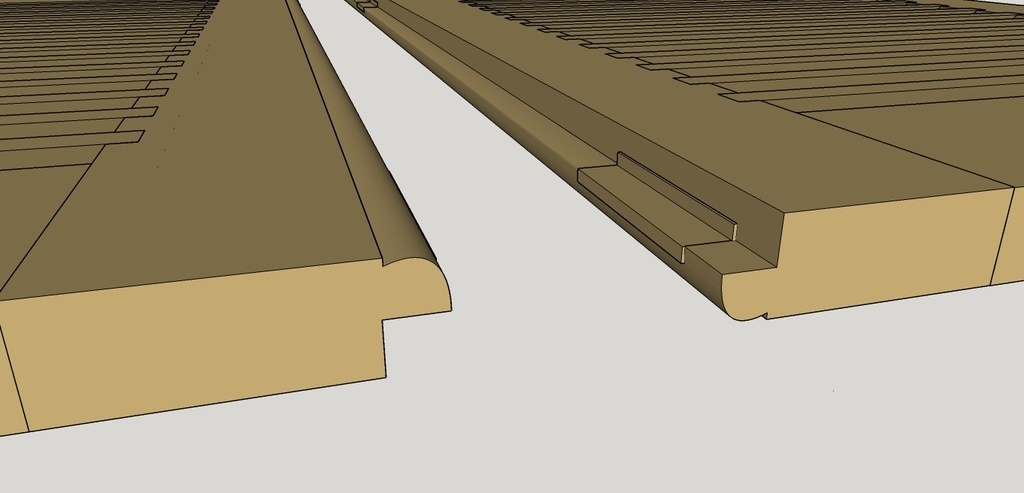
Impossible de trouver dans le commerce le profil des anciennes persiennes, il faut donc le réaliser. Dans ma boite à fers de toupie Guilliet achetée en 1981 (peut-être la dernière année où cette marque existait encore), je trouve un jeu de mouton & gueule de loup que je n’ai jamais utilisé car de petite dimension. Le fer pour mouton est donc sacrifié et travaillé. Une petite amputation et le meulage de la dépouille : voici mon fer de mouchette aux cotes souhaitées !
L’usinage des trois montants sur la toupie de la Lurem est effectué sur champ. Pas de presseur vertical car la pièce est suffisamment lourde. Une servante en entrée, une autre en sortie et les presseur latéraux bien ajustés. Un peu de stress mais ça se passe tout à fait bien. Il ne faut pas se planter car je n’ai pas de quoi réaliser un montant de plus.




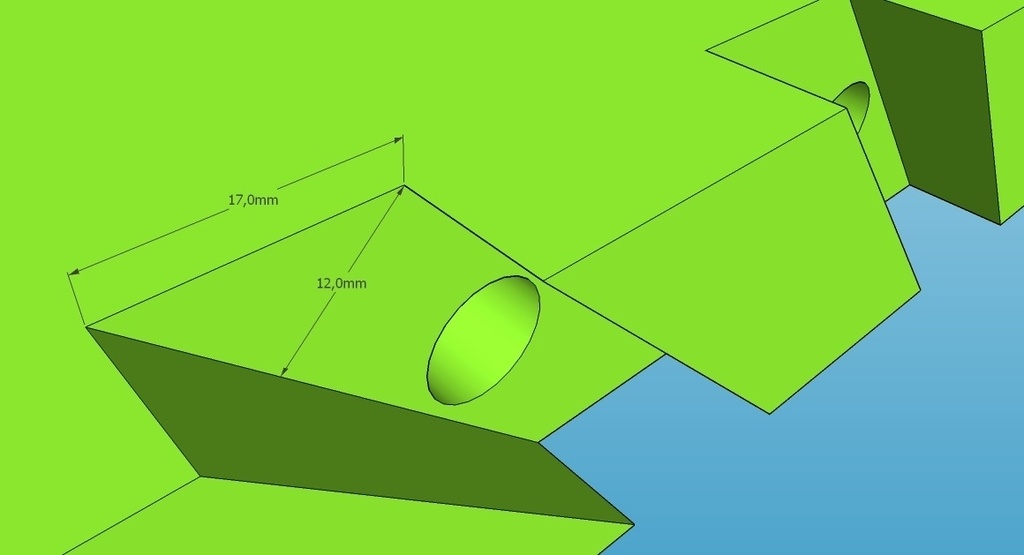
X. Usinage des rainures
- Montage de d’usinage des rainures
L’usinage des rainures des montants est le point le plus délicat du projet.
Les lames sont placées en oblique à 45° pour l’écoulement de l’eau de pluie tout en occultant la lumière.
Les données de départ sont :
- Les trois espaces entre traverses sont de même longueur soit 730 mm
- 17 lames par espace
- L’épaisseur souhaitée des lames est de 12 mm +/- 0.3.
J’ai publié sur l’Air du Bois un montage d’usinage pour réaliser ces rainures à la défonceuse. L’idée est d’usiner deux montants à la fois et par séries de 5 ou 6 rainures, ceci pour limiter les cumuls d’erreurs. La difficulté est notamment que toutes les rainures ainsi réalisées soient identiques. Les montants gauches et les montants droits, par ailleurs, doivent être usinés avec des montages différents, d’où nouvelle source d’erreurs.
A l’expérience (prototype 00), je m’aperçois qu’il faut une extrême régularité dans sa réalisation si l’on veut obtenir des rainures à peu près identiques. De plus, un éventuel léger jeu dans la bague à copier est à prendre en compte.
Je m’exerce sur un morceau de frêne pour tester et malheureusement, la rainure est trop large. Je réalise un petit modèle sur Excel pour tester les paramètre à ajuster. Le modèle me suggère :
-- pour une rainure de 11.8 : languettes de 8.3 et séparateurs de 21.2.
C’est ce que je m’efforce de réaliser avec le plus grand soin. En manipulant avec délicatesse le volant de réglage en hauteur de la raboteuse, on arrive à une précision inattendue.
Voilà donc ce montage d’usinage réalisé. Tout au moins pour les montants droits, car pour les gauches il faudra recommencer la manœuvre.
- Usinage des 2x147 = 294 rainures
Je ne sais pas comment ni pourquoi, mais finalement les rainures font 12.35, et encore ce n’est pas très régulier ! Tant pis, on fait avec.





XI. Usinage des lames
- Test d’usinage à la toupie des chanfreins de lames
Même opération que pour les traverses, avec une lame d’essai. J’évite que les bords soient tranchants et je contrôle que les lames ne dépassent pas de plus de 1 mm l'épaisseur de chaque côté des montants, mais il faut anticiper un défaut de centrage des tous dans les rainures - Toupillage des chanfreins de lames
Utilisation des presseurs verticaux et horizontaux dont j’ai publié les plans sur l’Air du Bois. Confection d’un pousseur assez long pour évacuer la pièce sans approcher les mains : celui que j’avais était trop court et aussi trop large pour se glisser facilement.
Patience, il y en a 2x147 = 294
Un tas à droite « à usiner » posé sur deux tréteaux, un tas à gauche « usiné » également sur deux tréteaux. - Rabotage des lames en épaisseur une fois connue la largeur finie des rainures
Je suis surpris par la précision qu’on peut obtenir sur la Lurem pour autant que l’on procède par très petites touches sur le volant de réglage.
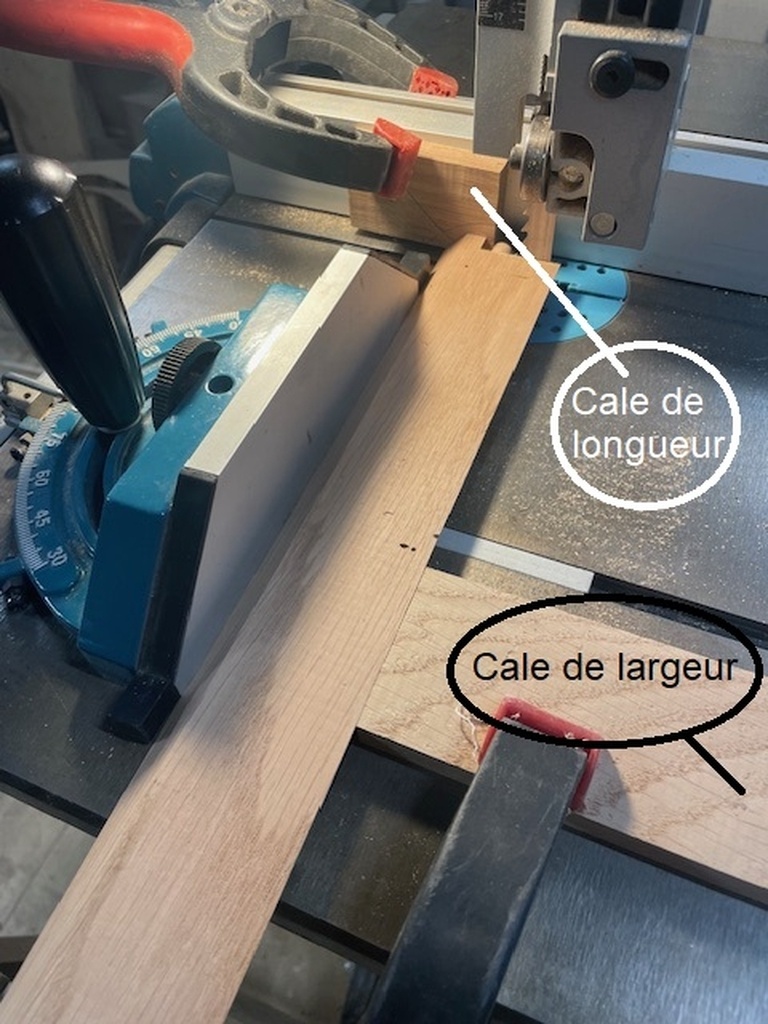
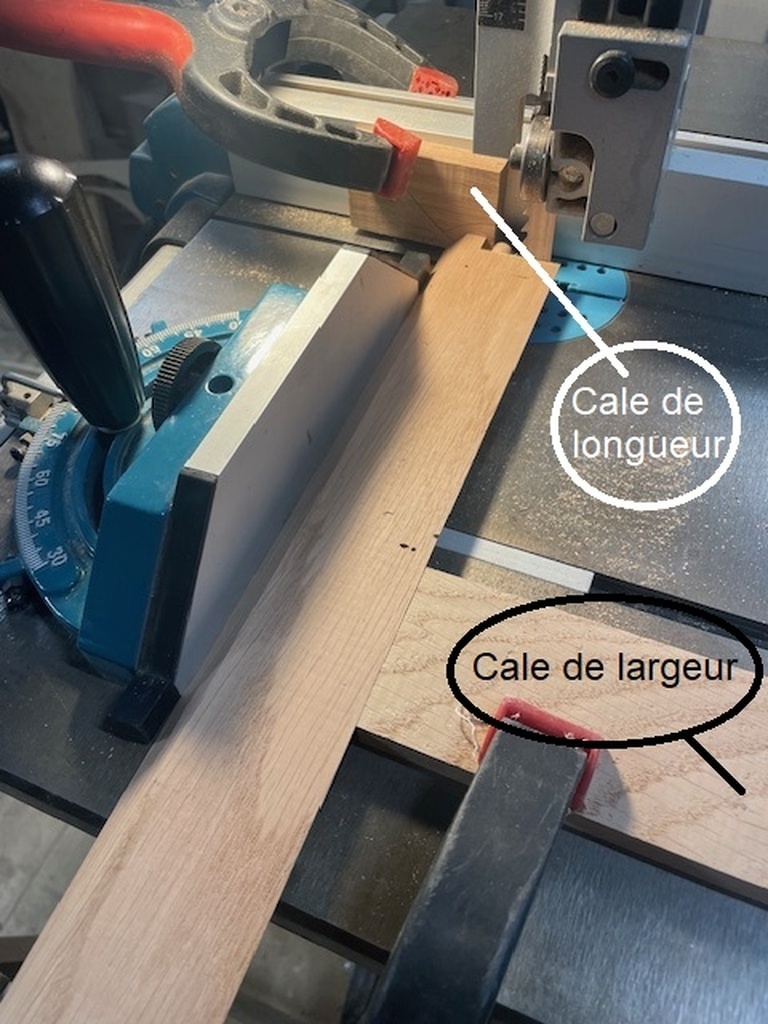
Patience, il y en 147. Même manip pour les tréteaux. - Tronçonnage des lames à longueur
Tronçonnage du premier bout côté le plus propre. Patience, il y en 147.
Mise en place d’un taquet sur le profil du charriot et test avec la lame d’essai.
Tronçonnage du second bout. Et, paradoxalement, il y a deux bouts par bout de bois (Raymond Devos s’est déjà exprimé sur ce sujet grave).
Même manip pour les tréteaux avant et après usinage. - Usinage des tenons de lame à la mèche à bouchonner
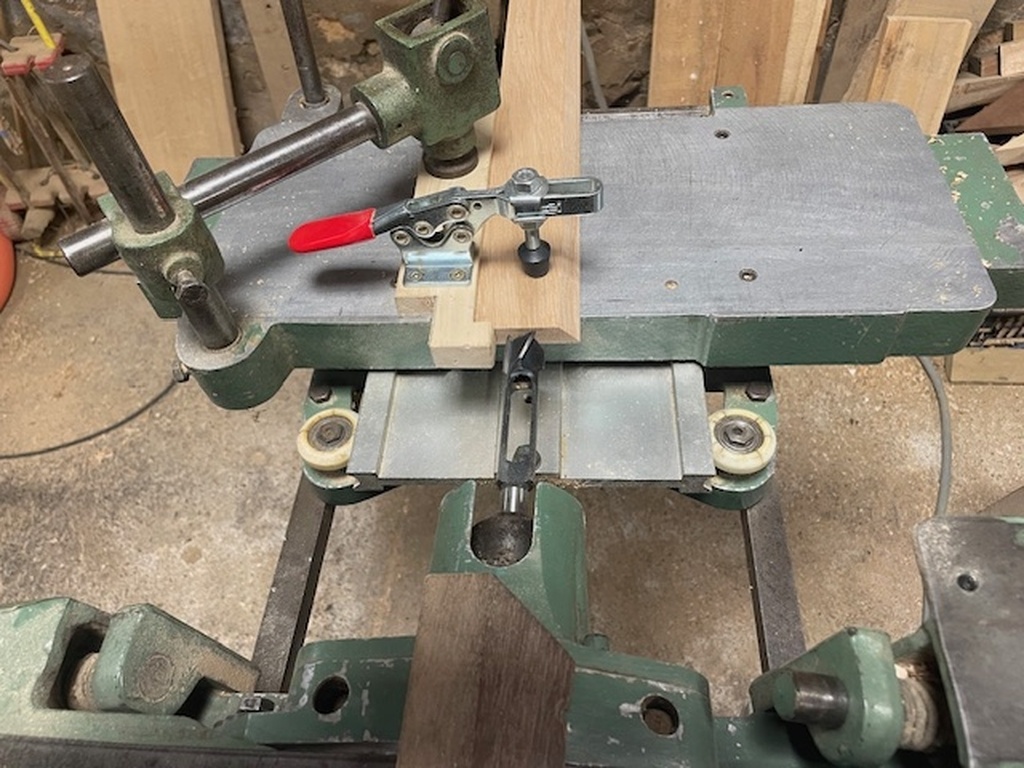
Utilisation de la tenonneuse à mèche de la Lurem et d’une mèche à bouchonner. Un petite montage sur le plateau permet la répétabilité (voir photo). La pièce est maintenue par les sauterelles tandis que le montage est maintenu par la presse de la Lurem. Je pousse la lame en direction de la mèche, la main protégée par un gants. Je prends bien garde à ce que l’usinage est bien centré verticalement et horizontalement, d’autant plus que la pièce est retournée pour l’usinage des deux bouts.
Finition à la scie à ruban avec un petit montage pour garantir la qualité et répétabilité (voir photo). - Arasement des tenons de lames à la toupie et/ou au ciseau
Pour faciliter l’introduction des tenons de lames, les tenons sont légèrement arasés recto-verso sur la toupie. Utilisation de la fraise à rainer.





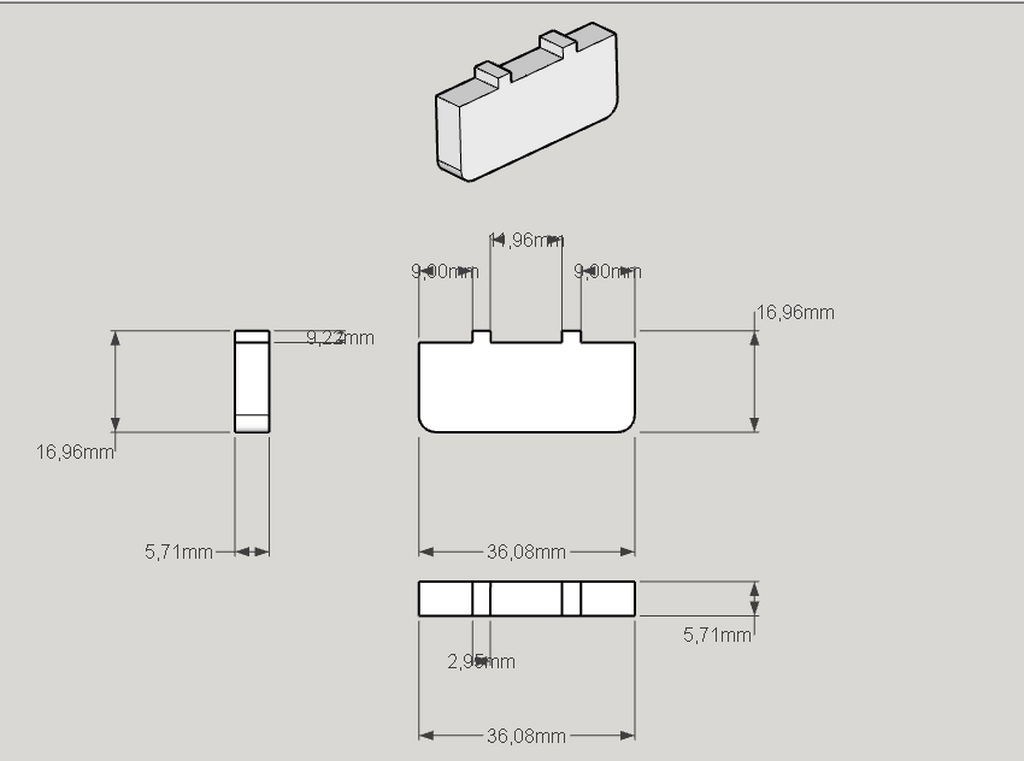
XII. Logements des tenons dans les rainures
- Réalisation d’un avant trou
Dans une languette de bois de 12.3 mm de large (soit la largeur de la rainure), je réalise un perçage de diam 2mm parfaitement centré dans le sens de la largeur. Au feutre, je dessine la limite de présentation de la languette pour être centré dans le sens de la longueur. Avec cette mèche de 2 mm et guidé par la languette, je perce les petits avant-trous dans chaque rainure (voir photo). Si le trou de guidage s’agrandit au fur et à mesure, refaire une languette.
Usinage des logements (mortaises cylindriques)
Utilisation d’un guide de perçage Milescraft et de ma petite visseuse Makita. Mèche à bois de 10 mm. Réalisation d’un petit montage (voir photo) comportant un appui latéral pour assurer une distance constante entre le bord du montant et le trou. Régler le guide de profondeur en fonction de la longueur du tenon.
La pointe de la mèche est guidée par l’avant trou. Résultat : malgré ces précautions, les perçages sont mal centrés dans le sens de la largeur, je pense mais trop tard que le trou de la languette s’est agrandi à force d’être frotté par la mèche de 2 mm ! Cette erreur va me causer du souci dans la phase d’assemblage, j’y reviendrai. - Usinage des tenons de lame à la mèche à bouchonner
Utilisation de la mortaiseuse à mèche de la Lurem et d’une mèche à bouchonner achetée sur Internet. Un petite montage sur le plateau permet la répétabilité (voir photo). La pièce est maintenue par les sauterellesvissées dans le montage tandis que le montage est maintenu par la presse de la Lurem. Je pousse la lame en direction de la mèche, la main protégée par un gants car c’est physique. Je prends bien garde à ce que l’usinage soit bien centré verticalement et horizontalement, d’autant plus que la pièce est retournée pour l’usinage des deux bouts.
Finition à la scie à ruban avec un petit montage pour garantir la qualité et répétabilité (voir photo). - Arasement des tenons de lames à la toupie et/ou au ciseau
Pour faciliter l’introduction des tenons de lames, les tenons sont légèrement arasés recto-verso sur la toupie. Utilisation de la fraise à rainer.







XIII. Montage final
Traçage des emplacements des pentures
Compte tenu du poids des persiennes une fois assemblées, il s’avère difficile sans outil de levage de les présenter devant les gonds pour s’assurer du parfait positionnement des paumelles, tant en alignement vertical qu’en contact jointif.
Aïe ! Je n’y ai pas pensé... Je pense reporter les cotes des positions des pentures des anciennes vers les neuves, mais est-ce correct ? A chaque battant je vais adopter une stratégie différente.
Pour l’une, j’installe les pentures sur une pièce de bois de la dimension du montant, en copiant exactement le positionnement de l’ancienne persienne. Ce test permet de valider ou de corriger si besoin. Ensuite, je reporte sur la neuve.
Pour la deuxième, je reporte dès le départ les cotes sur le battant, au stade du prémontage sans les lames. Je fixe les paumelles, celle du haut vissée, celle du bas avec une seule vis, prêt à corriger, et je présente sur les gonds pour contrôle. La penture du milieu est simplement présentée bien en appuis, le trait de crayon indiquant la position souhaitée de la penture et des trous des vis.
Pour celle de l’étage, l’affaire est plus délicate, car le gond central est descellé et que celui du haut n’a plus son rond et ne fonctionne donc plus. Le battant est fermé et ne tient qu’en s’appuyant sur l’autre.
Première étapes, descendre le volet à changer, sans faire intervenir une nacelle, trop onéreuse. L’idée a été de réaliser une potence (voir photo) avec du chêne de récup et le treuil qui me sert au lève-hausses du rucher (voir mon plan d’une ruche où ce dispositif est montré en photo). Avec les volets fermés et le garde-corps, l’espace est très exigu et limite la hauteur du support de potence et oblige à le faire tenir avec une traverse. A l’extrémité de la traverse, je fixe un insert à vis de 8mm dans lequel j’installe une vis M8. Un écrou vissé à fond et collé permet de serrer et bloquer le tout avec une simple clé de 13.
Pour ne pas abimer l’entablement, une petite pièce de bois est prévue pour servir de cale entre la tête de vis de la traverse et la maçonnerie. La tête de vis vient se loger dans un trou pratiqué dans cette pièce avec une rondelle collée au fond.
Mais faute de place la potence ne peut être accrochée sur le support vertical qu’une fois les volets ouverts. Je visse donc une poignée pour volet picard sur le montant à descendre sur laquelle est nouée une corde qui passe au-dessus de la traverse et dont l’autre extrémité tient sur un piton vissé sur le montant. Un voisin est heureusement là pour m’aider. J’ouvre les volets, le battant de gauche ne tient plus que sur le gond du bas et par la corde.
Mise en place de la potence sur les gonds placés sur le montant : très lourde avec son moteur et en porte à faux sur le vide : presque 6 mètres ! Ouf ! ça glisse dans les pentures et ça tourne. On accroche le volet sur le palan et on dégonde au pied de biche. Une bonne secousse et le battant se balance, il n’y a plus qu’à descendre lentement et à réceptionner en bas. Que d’efforts pour si peu !
Tout étant sur place, je me décide à descendre aussi le battant de droite pour le repeindre. Même manip, on commence à descendre et là : patatras ! le dispositif est arraché et tout descend se fracasser au sol légèrement amorti dans les buissons. Heureusement que j’avais demandé à mon aide de ne pas rester dessous !!! Miracle …
Cause du désastre : l’insert à vis s’est enfoncé dans le bois et la traverse ne retenait plus rien. Le trou pour l’insert aurait dû être strictement limité à la longueur de cet insert. Une bonne leçon pour la suite. Le poids très significatif de l’espagnolette a été l’élément déclencheur.
Je trouve dans mon stock de ferraille par chance un bout de rond de 11mm que je soude sur le gond du haut, après avoir repositionné la traverse de la potence comme garde-corps haut, mais cette fois-ci avec trou d’insert correctement approprié. Et dans la foulée, je rescelle le gond du milieu avec du prompt. En espérant que l’alignement avec les deux autres soit correct.
Je peux maintenant récupérer la quincaillerie de ce battant et passer à sa mise en place.Contrôle individuel des rainures et correction
Les montants sont positionnés l’une posée sur l’établi avec ses traverses, l’autre prise dans la presse et le dead man.
Les lames sont présentées une à une, d’abord sur le montant fixé dans la presse, puis sur l’autre. Les rainures sont ajustées une à une, les tenons éventuellement réduits, le tout au ciseau. Les lames restent en place sur le montant qui a les traverses. Un tourillon placé dans le trou de la dernière rainure contrôlée marque l’avancement sur l’autre montant. De la sorte, on est sûr que l’emboitage sera possible. Je n’ai pas dit facile.- Façonnage des chevilles
Au tour à bois en partant d’une pièce de section carrée de 14mm. J’ai réalisé à cet effet une pièce tenue dans la mandrin et ayant une mortaise quarrée de 14 mm de côté. Quatre chevilles sont usinées à la fois (voir photo). Finition de la partie quarrée au ciseau. - Assemblage
, la persienne étant tenue horizontale sur le champ d’un montant, que j’appellerai montant bas.
La mise place verticale traverses et des lames du montant posé sur l’établi étant faite (voir ci-dessus), je présente l’autre montant par-dessus et commence l’assemblage montants-traverses sans enforcer complètement. Je décide de serrer progressivement de la gauche vers la droite. Descente progressive au maillet puis au serre-joint jusqu’à effleurer les tenons hauts des lames.
Avec un tournevis, je fais remonter légèrement les lames, en commençant par la gauche pour que le tenon haut trouve son logement. Je serre progressivement (et patiemment), toujours de la gauche vers la droite.
Une fois tout bien en place, je perce (pièce en dessous pour éviter les éclats (de bois et de voix), je cheville et j’arrase à la scie japonaise. - Finition menuiserie
Arasement des chevilles
Rabotage des surépaisseurs des lames. J’avais prévu un largeur plus grande que le besoin pour palier l’éventuel mauvais positionnement du tenon. Maintenant je le paye : 30 coups de rabot par bout et par face, soit 60 recto et 60 verso, multiplié par 2x51 et 1x45 = 17000 ! Epuisant. Finition au papier de verre monté sur la petite multitool. Car le papier se déchire tout de suite sur ma ponceuse.
Rabotage des dépassement des tenons des traverses (qui sont traversants)
Sciage (scie japonaise) et rabotage (rabot de paume et guillaume) de la feuillure à pratiquer dans les tenons traversants (côté feuillure).
Rabotage des quelques désaffleures.
Arrondissement des arêtes vives à la défonceuse
Eh oui, je l’avoue : un peu de pate à bois pour reboucher quelques loupés d’assemblage (ne le répétez pas) et masque les trous de vers qui finissent par m’agacer.





XIV. Quincaillerie et peinture
- Prise de cotes sur anciennes persiennes
Les cotes des positions des ferrures, prises tant bien que mal sur les anciennes persiennes dont les bois sont fatigués, sont reportées sur les pièces neuves. Démontage anciennes quincaillerie
Chaque ancienne penture est fixée à l’aide 4 vis TF de 5x40, sectionnées à 30 mm et d’un rivet à frapper. Les têtes de vis sont imbibées d’acétone pour ramollir la peinture. Les fentes sont rafraichies avec un bout de lame de scie à métaux. Le dévissage demande force et précision. Tout vient, sauf une vis dont la tête casse. Je rattrape en creusant de l’autre côté au ciseau de 10.
J’arrase à la meuleuse les bourrelets des rivet, par petites touches pour ne pas abimer la penture, et les dégage avec le chasse-goupille. Grosse résistance, mais ça vient.
Un fois toute cette quincaillerie sur la table, je constate que chaque penture et chaque rivet est différent et unique : tout a été fait à la main et à la forge. Le plat de la penture est de longueur, de largeur et d’épaisseur variable. Aucune forme géométrique. Les rivets aussi, ils varient de diamètre tant de corps et de tête. J’ai du mal à imaginer le temps infini et le personnel pléthorique qu’il a fallu pour réaliser cette modeste partie du chantier de construction de la maison entre 1845 et 1850.
Après vérification, les diamètres des ronds de gond varient eux aussi, entre 11 et 10 mm !
Les arrêts à ressort dits à paillette ne sont pas d’origine : ils ont été changés en 2008 et sont déjà bien rouillées. On est bien loin de la qualité de 1850 !
Les espagnolettes sont fixées par quatre tiges filetées, verrouillées au moyen d’un écrou plat selon photo. Les extrémités des tiges ont été frappées ce qui m’oblige à araser à la meuleuse pour libérer l’écrou. Je réalise un petit outil (voir plan) pour défaire ces écrous. Grosse résistance mais ça finit par venir en utilisant une pince mise horizontalement pour accroitre le moment de la force à appliquer sur l’outil.
Le tout est brossé énergiquement et passé à la peinture spéciale métal. Le gris léger à obtenir est obtenu à partir d’une peinture blanche, coupée d’un colorant universel ajouté par petite dose (trois litres de peinture pour une dose).Traçage et usinage des réservations de la quincaillerie
Report des cotes, traçage au tranchet, creusage au ciseau, finition à la guimbarde et au ciseau tenu en position de racloir (voir photo).
Le passage de l’arrêt est creusé au bédane et au ciseau de 5 mm (une bonne occasion de faire travailler ces vieux camarades, ce n’est pas fréquent).Mise en place de la quincaillerie
Les vis TF de 5.5m sont coupées à la meuleuse à 25 mm.
Les rivets à frapper sont achetés sur un site spécialisé, car les anciens, disparates, arasés et tordus, étaient inutilisable. Je dois les recouper à 37 mm environ pour ne laisser dépasser qu’un mm. Je frappe (longtemps) à l’aide d’un gros marteau pour créer un bourrelet de blocage, une petite platine de fer de 4mm d’épaisseur étant placée dessous la tête de rivet.
La quincaillerie est mise en peinture avant sa mise en place.Mise en peinture et mise en place
Une étape pénible pour le menuisier qui masque définitivement son cher matériau, mais c’est pour le mieux protéger …
Un fois bien secs, les volets vont retrouver leur place, à l’aide d’une nacelle qui devrait venir fin novembre. Je croise les doigts (mais est-ce bien utile ?) pour qu’il n’y ait pas d’erreur de cotes, en particulier pour les positions de la quincaillerie !
FIN DU PAS A PAS,
Merci d’avoir eu la patience de lire jusqu’au bout.






Ce pas à pas présente un projet en cours de réalisation.
Publications associées
Licence


Discussions
D'avance grand merci.
Je vais suivre assidûment
Une belle idée ce pas à pas
Merci pour le partage
Il manque une étape importante '' le traçage ''
Pas à pas très intéressant, il aurait été bien d'illustrer chaque étape avec davantage d'images !
Merci pour ton travail détaillé
Je pense que les prochaines étapes comporteront davantage d’illustrations
EtienneVR comment avez-vous "bloqué " les lamelles dans les montants? Torillons réalisés dans les lamelles ou bien torillons rajoutés?
Rainure et baguettes de blocage?
Ou autre méthode ?
Merci d'avance
J’aborderai ce point dans le prochain chapitre à bientôt donc
Merci
Bravo ! Je suis admiratif d'autant plus que je suis aussi amateur de veilles pierres malgré les soucis de rénovation que l'on rencontre pour respecter l'existant (bois et matériaux anciens notamment).
Combien de volets avez-vous refait au total ? Et combien de temps environ par volet ?
Le support de perceuse verticale (KWB) est-il assez précis surtout quand on perce du bois dur comme le frêne (j'ai lu qq part qu'en enlevant le ressort on gagne en précision) ?
La verticalité du trou était selon moi correcte
Le problème principal a été le centrage du trou dans la largeur de la rainure
Car comme je l’ai montré avec une photo, le support de perceuse était fixé sur un montage qui garantissait un écart constant avec le bord de l’établi
J’avais pourtant prévu un avant Trou de 4 dans une petite languette et Servant de guide à la pointe de la mèche de 10 (voir photo)
Résultats, j’ai dû retailler un à un presque tout LES tenons pour que ça entre
Pour bien comprendre, votre souci était-il lié à la fois à un faux rond de la pointe de la mèche et à l'écartement irrégulier des rainures anciennes (probablement réalisées à la main) ?
Relisant tous les chapitres, j'ai vu que heureusement pour vous il n'y avait que 3 vantaux à rénover, exposés SSO.
Les plus exposés au soleil souffrent toujours plus. Le problème c'est d'être rigoureux dans l'application régulière de peinture ou de lasure. Pour la lasure, mon fournisseur de peinture pro m'a ainsi recommandé tous les 5 ans pour les façades exposées au sud, 7 à l'ouest et 10 au nord...
J’aurais été à mon compte, j’aurais dû mettre la clé sous la porte
Du coup j’admire beaucoup les professionnels
Cordialement
L'épreuve de CAP 1971 était une demi persienne un seul côté traverse haute en anse de panier avec un panneau à plate bande en bas, l'ensemble fait en partie à la main.
Et bien c'était une belle épreuve d'examen, bien complète.
A l'époque, je faisais mon service militaire en Allemagne, bien loin des copeaux.
Magnifique, bravo. Dire que des milliers de paires de persiennes disparaissent chaque mois pour les remplacer par des volets roulants, c'est à en pleurer.