
Après quelques essais CNC dans un Fablab, j'ai décidé d'intégrer dans mon petit atelier une fraiseuse CNC.
Buts
- Réaliser des assemblages de type tenon/mortaise, queue d'aronde, queue droite
- Découpe précise (sans gabarit !)
- Découpe pour inclusion (type fraisage complémentaire)
Critère machine
- Petit budget
- Surface pas trop petite (découpe table de salon)
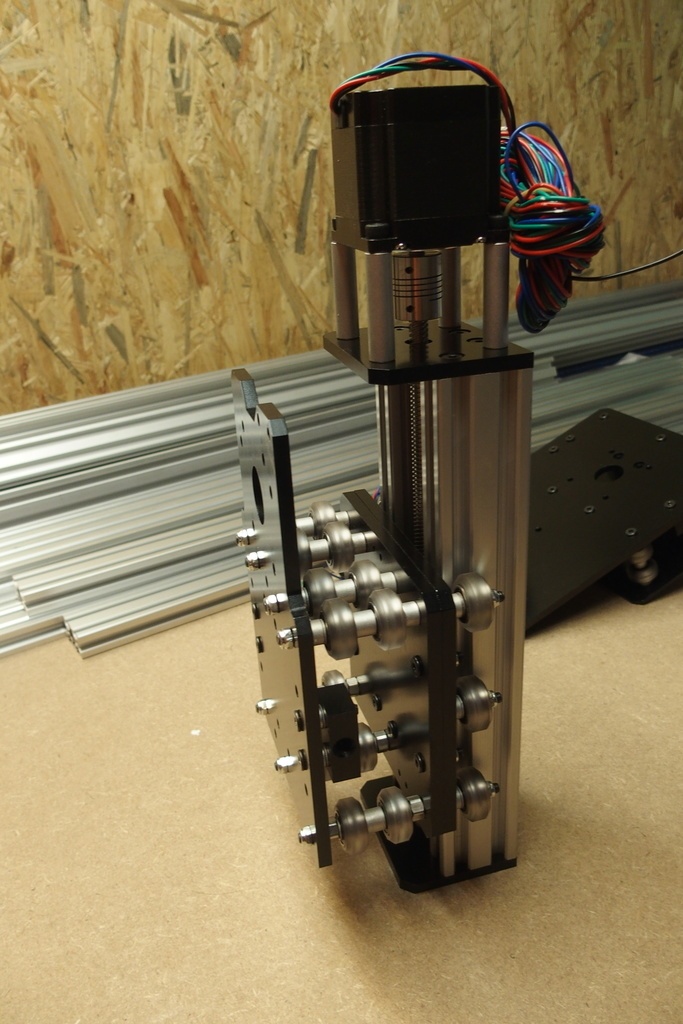
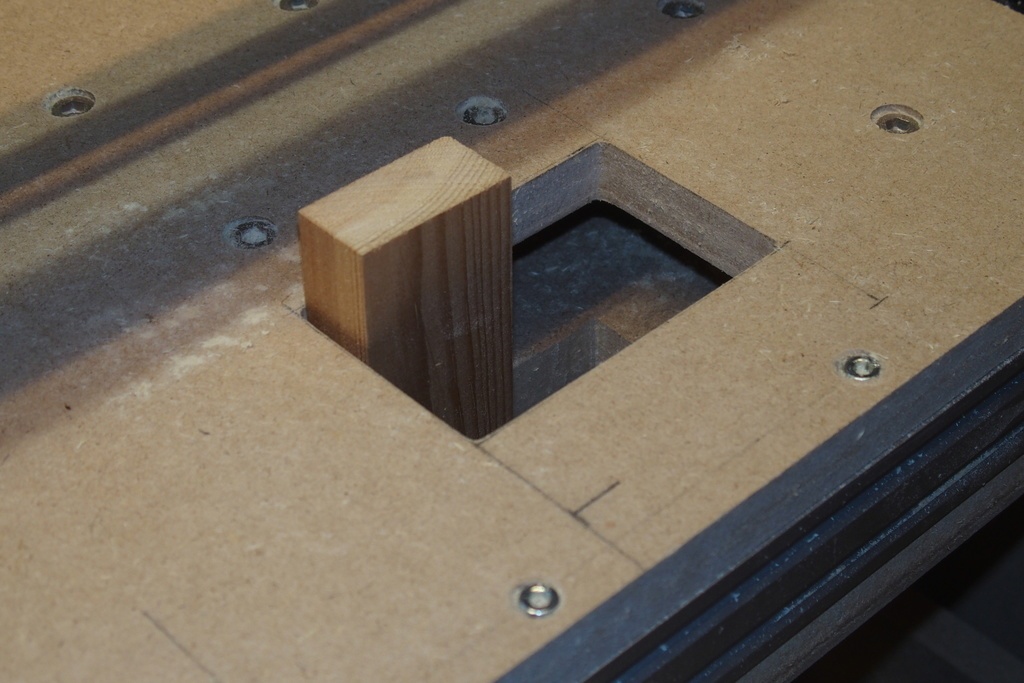
- Montage de pièce vertical pour réalisation de tenon
Mon choix
OpenBuilds Workbee 1510 (Plan OpenSource) - 150 cm x 100 cm
Liste des articles
Choix de la machine
1) Budget
Les machines pro d'entré de gamme (4000€- 10000€)
- taille panneau complet 2,5m x 1,5m
- entrainement crémaillère et pignon
- ATC (automat tool change) : changement d'outil automatique
Les machines amateur/semi-pro (1000€ - 3000€)
- taille 20cm x 30cm - 1,5cm x 1,5m
- entrainement par courroie ou à vis
2) Le marché amateur/semi-pro
- Les chinoises : 3018, 6040, 6090
- Les americaines : X-carve, Shapeoko
- Les allemandes : Stepcraft
- Openbuilds (Open Source) : OX , Workbee, C-Beam (des kits sont vendu au US, UK, CN, ...)
3) Les composants mécaniques
Points importants :
- rigidité de la structure : au plus les profil aluminium sont important au mieux et un plateau en alluminium peu aussi aidé.
- entrainement : les courroies sont moins précisent et demande plus de recalibration qu'un entrainement à vis
Exemple précision Workbee : 0.05 – 0.10mm (à vis) / 0.10 – 0.20mm (courroie)
4) Les composants électronique
Toutes les CNC entré de gamme fonctionne avec des moteurs pas à pas.
Contrairement aux moteurs servo, ils ne fournisse pas d'information de retour sur la rotation réellement effectué.
Donc plus le moteur est puissant au moins de chance de patinage et donc de mauvaise trajectoire.
Au plus le moteur est puissant au plus les drivers de moteur doivent pouvoir fournir un courant important.
En entré de gamme on a un Arduino avec un CNC shield et des drivers moteurs qui se clipse sur le CNC shield avec une capacité de max +/- 2A. Ceci conviens pour des moteurs pas à pas de type Mema 23 de puissance pas trop importante.
Ceci donne quelque chose de assez compact au encombrement.
Pour monter en puissance on devra utiliser des drivers de moteur pas à pas externe de type TB6066.
Pour éviter les faux signaux sur les détecteurs de fin de course, l'utilisation de filtre ou optocoupleur semble préconisé. Ceux-ci sont parfois intégré dans les cnc shield pour Arduino (cnc shield 3.51).
L'Arduino peut ne pas être assez puissant pour du fraisage 3D complex. Il y a des alternative comme TinyG ou smooterbord en OpenSource.
D'autre par il y a un grand nombre de machine CNC qui fonctionne avec le logiciel MACH (sous licence payante) et souvent avec une connexion port parallèle DB25 (qui n'existe plus sur les pc moderne).
5) Logiciel
Toutes les CNC sont piloté par du GCODE (codification des mouvement des axes et du moteur à fraiser).
Beaucoup de logiciel OpenSource existe pour l'Arduno (et sont interpréteur de GCODE, GRBL), TinyG et Smootherboard.
Pour les autres systèmes c'est la plupart du temps le logiciel MACH ou des logiciel propriétaire qui sont à utiliser.
En plus il faudra un logiciel CAM qui génère le GCODE et un logiciel CAD pour dessiner. J'y reviendrais dans une rubrique dédié.
6) Moteur de fraisage
Les moteur avec commande électronique permette d'être commandé au niveau arrêt/marche et vitesse à partir du logiciel.
Une affleureuse standard peut aussi convenir. Les Makita, Dewalt et Kress sont les plus couramment utilisé.
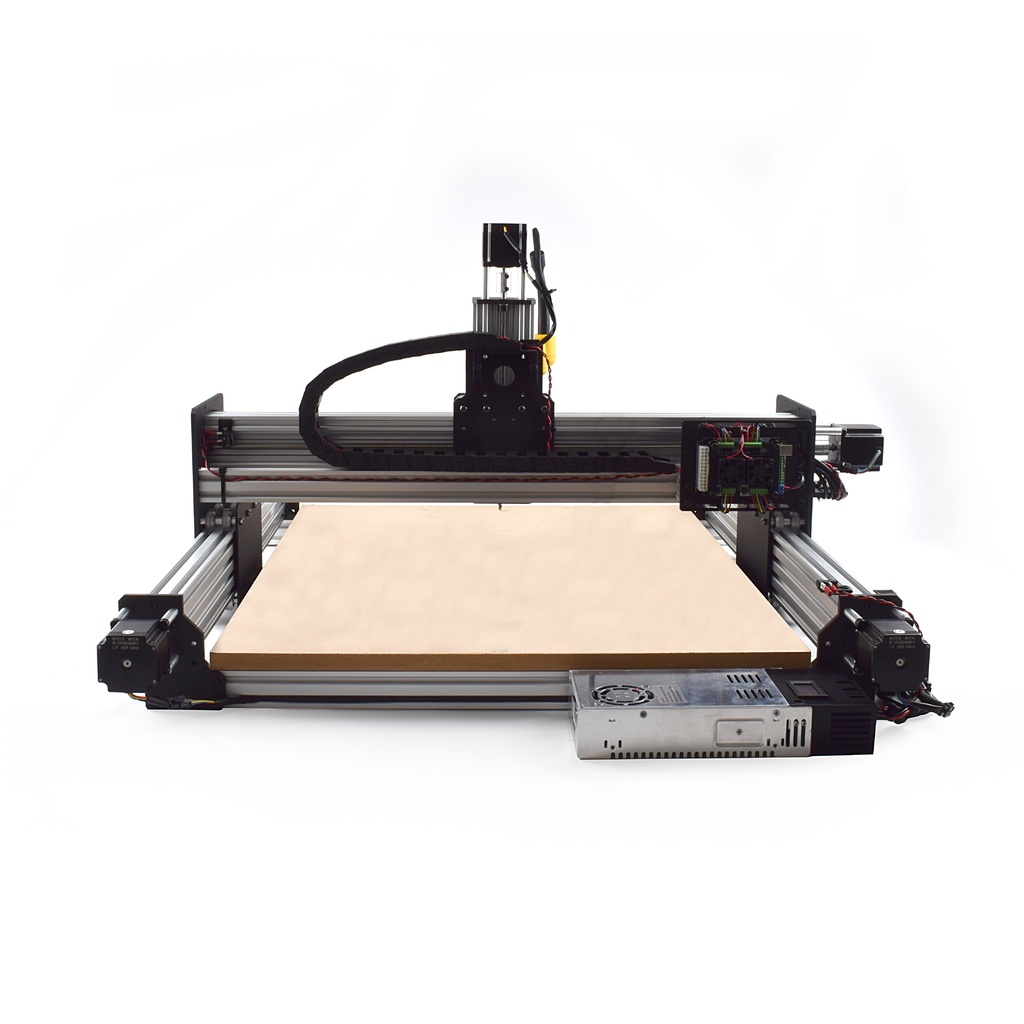
Mon choix
OpenBuilds Workbee 1510 (Plan OpenSource)
Caracteristiques :
- Taille : 1500 mm x 1000 mm
- Zone de travail : X 824 mm / Y 1280 mm / Z 76 mm
- Entrainement à vis
- Profils en aluminum (V-Slot Extrusion / C-Beam extrusions pour l'axe X et Y)
- Plateau en MDF
- Electronique Arduino (Plan Arduino OpenSource / Logiciel GRBL OpenSource) / CNC shield (Plan OpenSource)
- Moteurs pas à pas Nema 23
- Fraiseuse Makita RT0700C
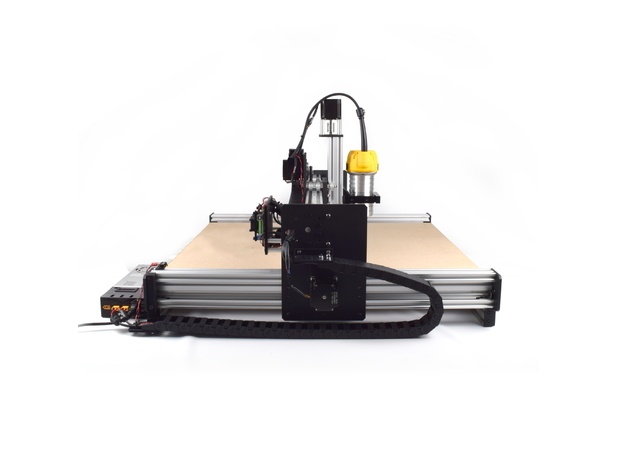
La workbee peut être montée de 2 manières (voir photo) :
- 54mm ou 94mm de débatement en Z
- 27mm ou 47mm d'espace de travail en Z, avec un panneau de table de 12mm



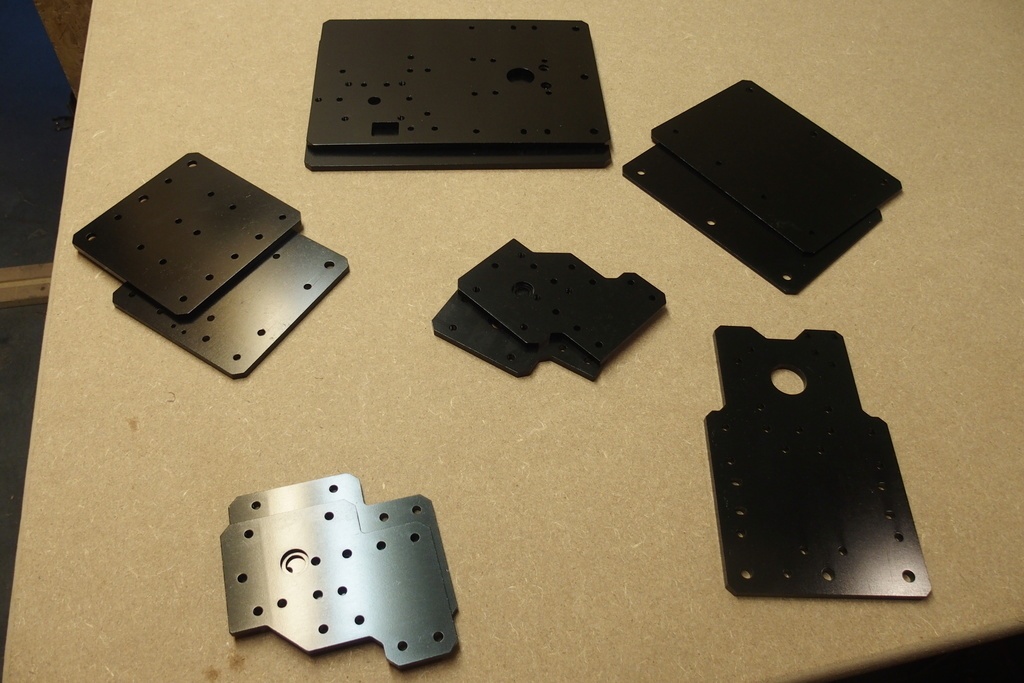
Commande du matériel
La CNC Workbee est fabriqué sur base de profilé aluminium OpenBuilds.
Les vendeurs légitime sont donc openbuildspartstore (US) et ooznest (UK).
Mais ses vendeurs ne vendent pas le modèle 1500x1000 avec entrainement à vis.
Par contre il y a des fabricants chinois qui réalisent ce modèle avec entrainement à vis et pour un prix plus intéressant.
La commande est passée, attente de la livraison...
Et comment le passage à la douane se passera...
Suite dans le prochaine épisode.
Liste du matériel
- Kit mécanique Workbee 1500x1000 (aliexpress / en cours): 527 €
- Kit électronique (aliexpress / en cours) : 156 €
- Z probe (amazon.de / 5j) : 8 €
- Affleureuse Makita RT0700C (amazon.de / 5j) : 108 €
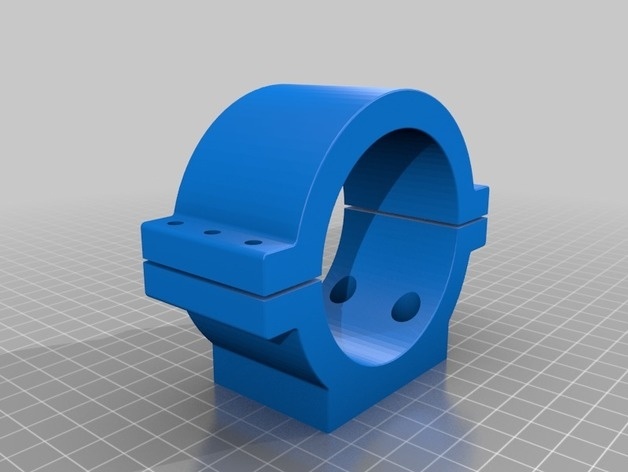
- Attache affleureuse (ebay / 7j) : 34€
- chaine de transport de cable 3m - 18x37mm: (aliexpress / en cours) : 28 €
- taxes d'importations : 180 €
- module optocoupleur : (amazon.fr / 5j ) : 16 €
- connecteurs boitier : (amazon.fr / 10j ) : 11 €
Kit mécanique + électronique - Poids: 35 kg, dimension: 165x28x25 cm
Total : 1058 €

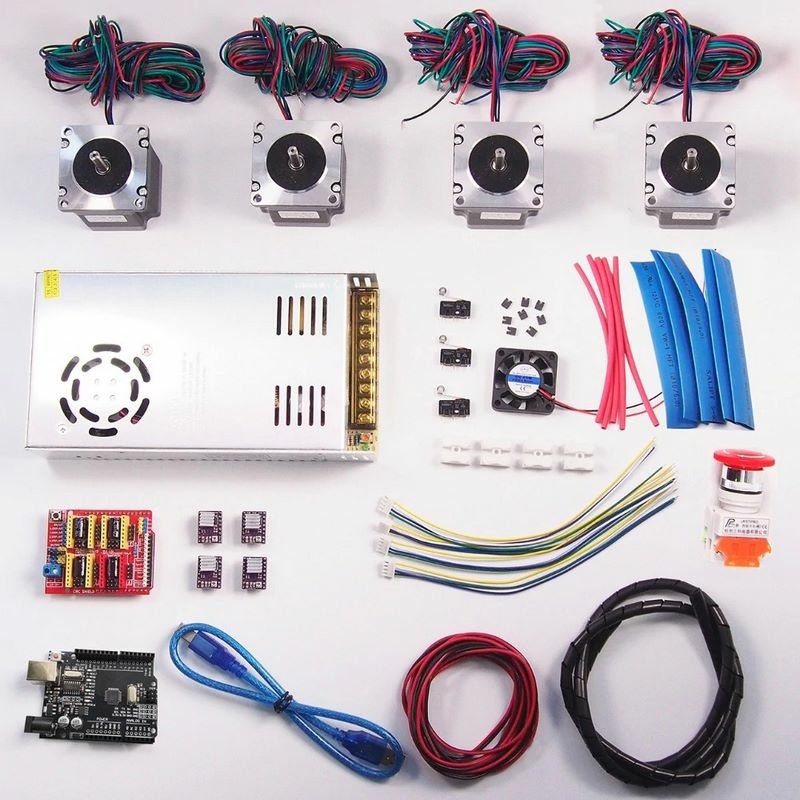




Détail du kit électronique
- Arduino UNO avec USB câble
- CNC shield V3
- 4 DRV8825 avec Heatskin
- 4 Moteurs Nema23
- Alimentation 24V15A
- Ventilateur 24 V 0.1A
- Interrupteur D'arrêt D'urgence
- 8 Cavaliers
- 4 broches prises et conduit pour moteur pas à pas connexions
- 3 limite switch
- câble de Signal-fin de Course 12 m
- Fil Maneger 6 m
- 5 Gaine Thermorétractable 2mm et 10mm
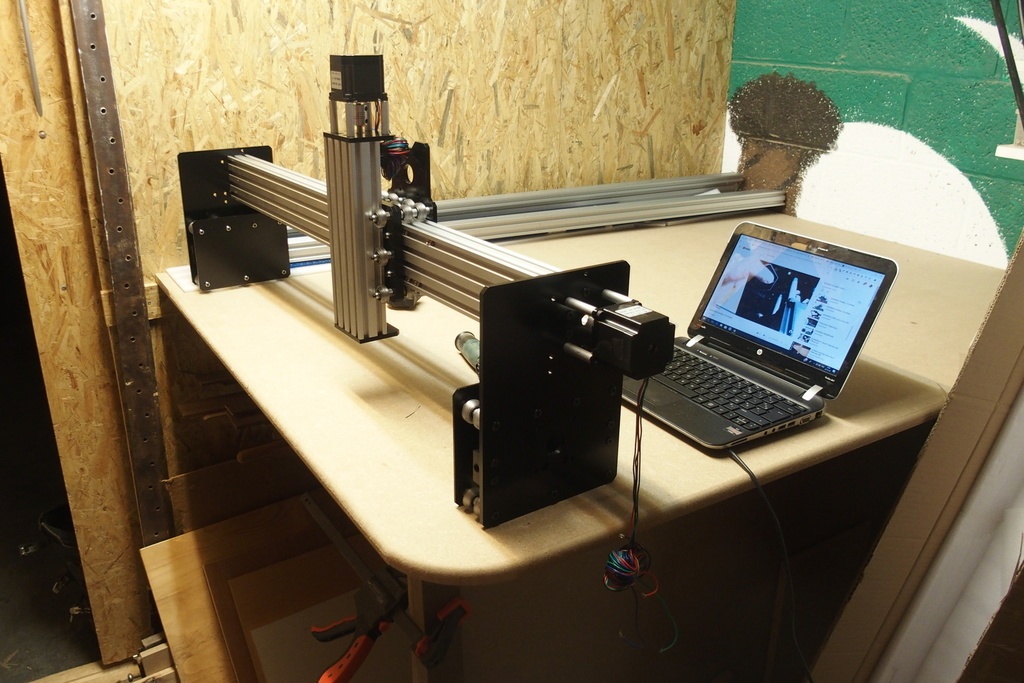
Réaménagement de l'atelier
Mon atelier est très petit (garage une voiture).
Je mets toutes mes tables en ligne (table scie à onglet, perceuse sur colonne, scie à ruban, établi)
Je construis une table pour accueillir la CNC à une hauteur de 1m.
Cette hauteur me permet d'être 15 cm au dessus du plan de mon combiné Lurem 2100.
Ceci me permet de faire glisser les bois en dessous de la table CNC lors de sciage de long bois sur le combiné.
Ca permet éventuellement même de ranger le combiné en dessous de la table CNC.
Prix : +/- 50 € (panneau OSB + ferraille)



Déballage
Le paquet est arrivé
Commandé le 10/10/2018
Envoyé le Mer 17/10/2018
Livré le Mer 24/10/2018 par FedEx
Poids 32,3 kg / Taille 165 x 28 x 25 cm
Total : Livré en 14 jours comme annoncé.
Le tout bien emballé dans des mousses, sachets en plastique.
Prochaine étape, montage.





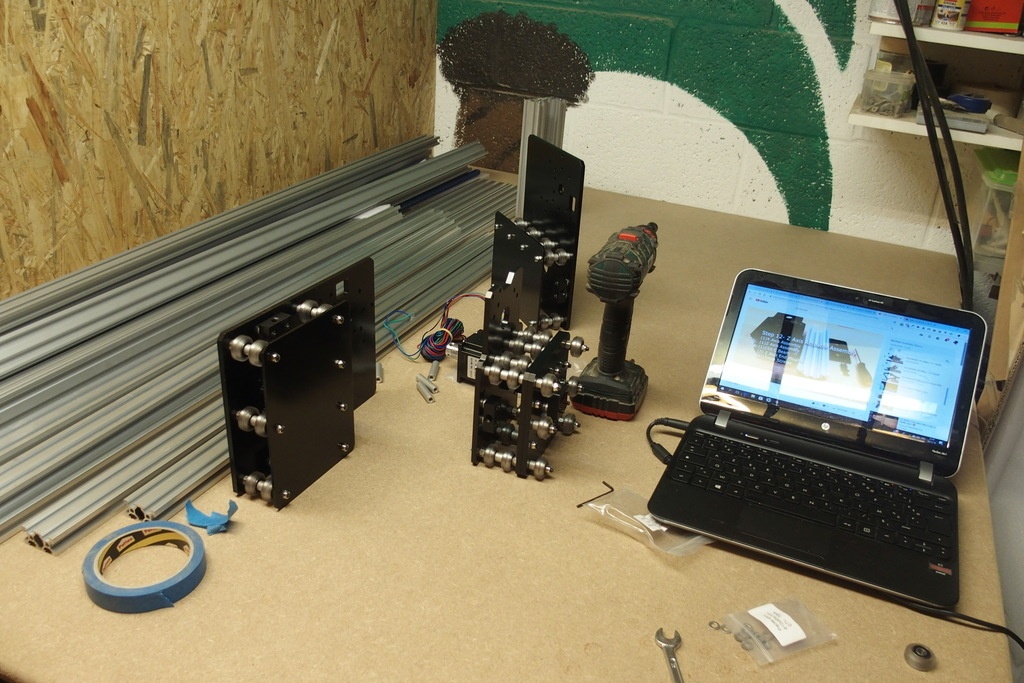
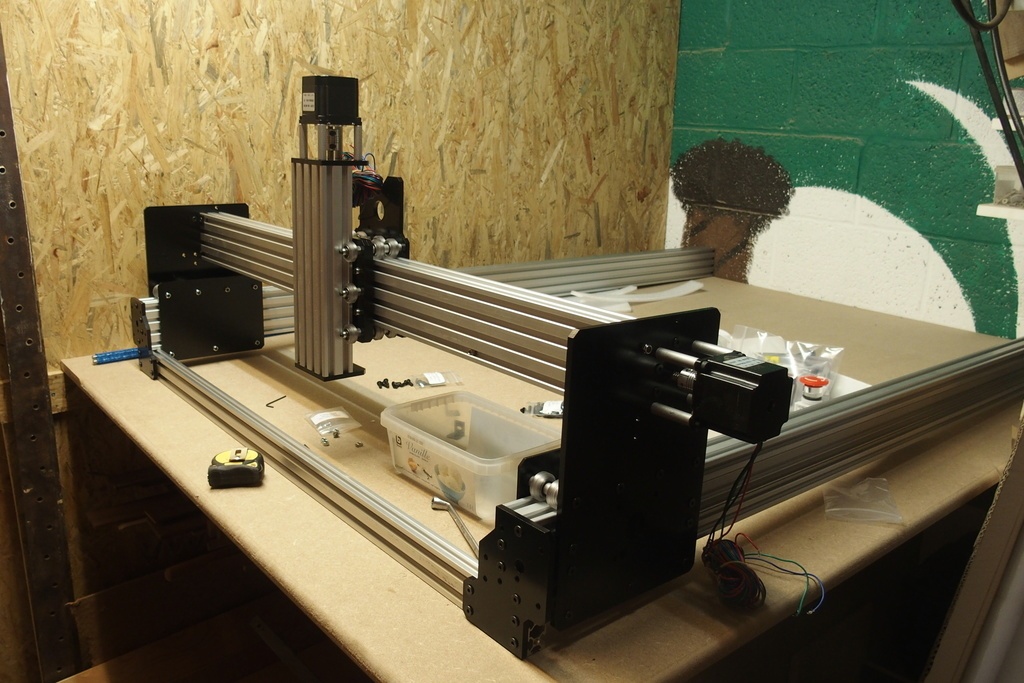
Montage mécanique
Le montage mécanique est un vrais jeu de mécano.
Tout est super bien expliqué dans la vidéo OpenBuilds de 2h.
Vu que ma machine est une 1500 x 1000 mm avec un entrainement à vis sur les 3 axes, c'est la vidéo OpenBuilds WorkBee 1010 Build qui correspond le mieux.
La machine chinoise à des toute petits différences au niveau du montage des moteurs pas à pas. Je trouve que c'est même mieux à ce niveau la.
Un seule point négatif à ce kit chinois. Les T-nuts livré uniquement de petit taille et de mauvaise qualité. Si on sert un peu trop fort le filet casse.
Je les ai remplacés par des T-nuts de taille 10,2 x 9,6 x 5 mm acheté chez amazon à 16 euros
Tout cela à pris +/- une demi journée.

OpenBuilds WorkBee 1010 Build
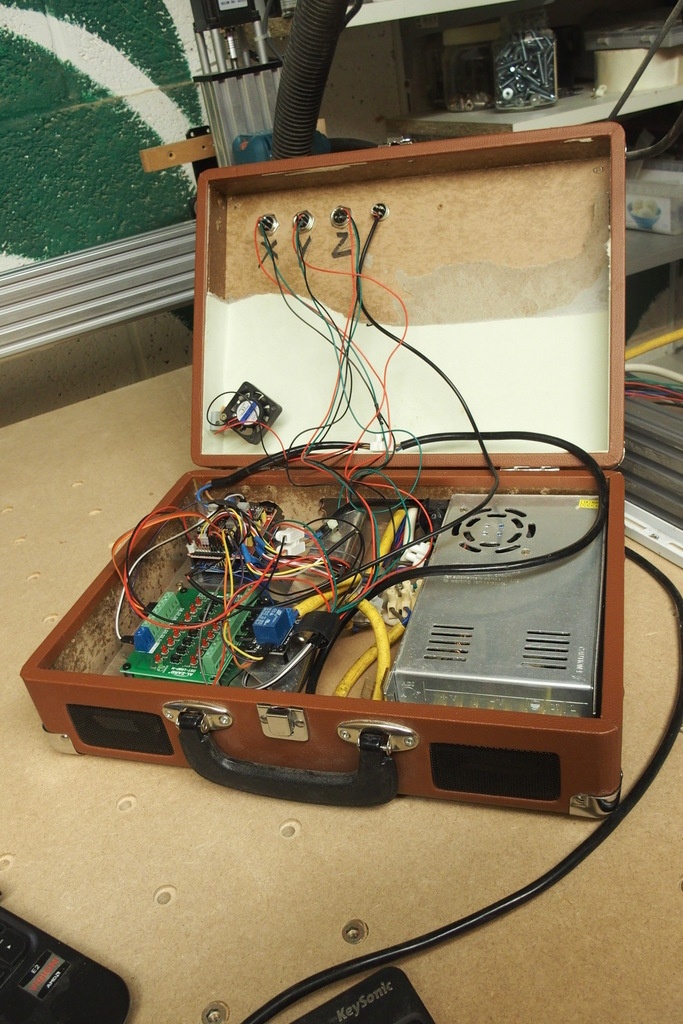
Montage électronique
Vu que cette partie ne correspond pas exactement à la configuration proposée par OpenBuilds, cette partie m'a demandé pas mal de recherches et de soucis à résoudre.
Malgré ma formation en électronique et informatique tout n'a pas été si évident. Le câblage / soudage des fils des moteurs, déclencheurs de limites, interrupteur d'urgence, probe Z prennent pas mal de temps.
Pour le menuisier pur et dur une solution un peu plus packagé comme le contrôleur xpro n'est peut-être pas une mauvaise option.
L'électronique est composé de :
- Un arduino connecté à votre ordinateur par USB
- le logiciel GRBL chargé dans l'arduino
- un CNC shield v3 qui clipse directement sur l'arduino
- des drivers de moteurs pas à pas Pololu DRV8825
- une alimentation 24V / 15 ampères
- ventilateur pour refroidir les drivers de moteur pas à pas
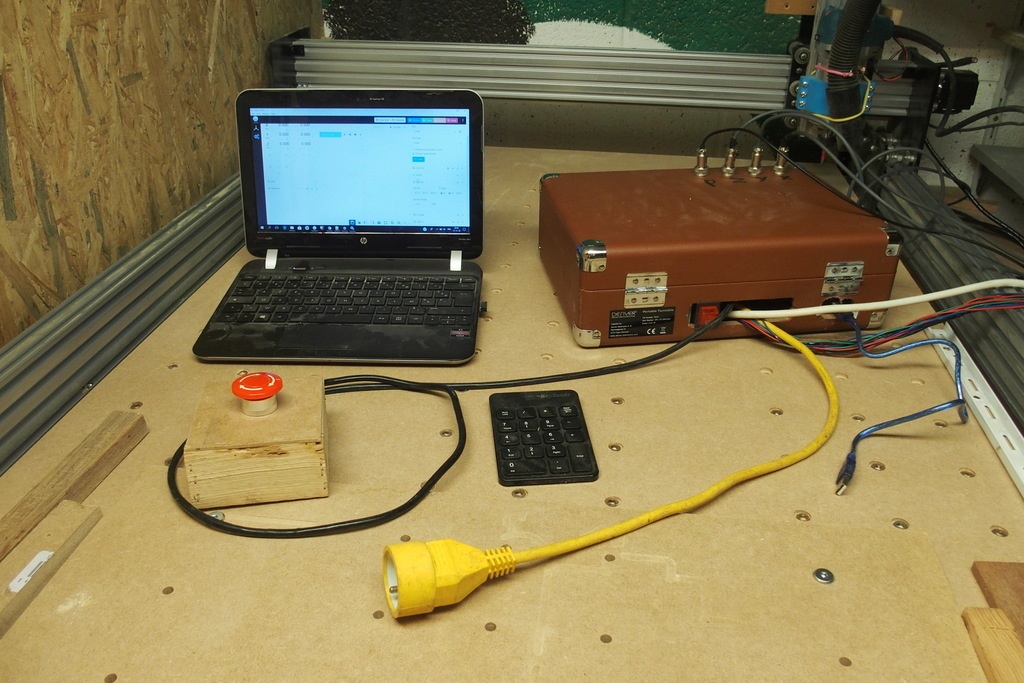
Le tout est installé dans une mini valisette récupérée.
Il va falloir sortir son fer à souder pour raccorder les files des moteurs pas à pas et déclencheur de limites.
Je vous explique pas en détail tout le processus. On trouve pas mal de tutos sur internet. Je vous énumère plutôt les choses à savoir pour éviter des heures de recherche.

Les points à savoir :
- les arduinos made in china ne fonctionnent pas avec le driver usb standard Arduino. Il faut installer un driver spécifique CH341
- les drivers de moteur pas à pas doivent être chaque'un réglé avec un petit potentiomètre (ampère = 2X les volts mesuré entre la masse et le potentiomètre).
- la résolution microstep des moteurs pas à pas doivent être configuré sur le cnc shield avec des jumpers.
- les détecteurs de limites peuvent déclencher par des perturbations des files des moteur pas à pas, le moteur et même par des appareil externe comme le fer à souder (comment résoudre).
- il faut adapter le config.h de GRBL 0.9 - 1.1 pour faire fonctionner le déclancheur de limite Z. Il faut mettre en commentaire la ligne qui commence par #define VARIABLE_SPINDLE (plus d'info). Les fichiers GRBL sont situer dans le dossier de librairies de l'arduino.
- le branchement des moteurs pas à pas se fait sur le shield cnc (A1 A2 B1 B2). Un moteur avec 4 files est composé de 2 bobines, on sais retrouver les files avec un ohm mètre. A1 A2 correspond à une bobine B1 B2 à la 2 ème bobine. Pour le reste l'ordre des files et des bobines n'on pas d'importance. Cela influence uniquement le sens de rotation du moteur. Qui est configurable dans les paramètres GRBL ($2).
- La dernière version de Universal Gcode Sender Platform contient un setup wizard qui facilite grandement la configuration de GRBL.
Problèmes rencontrés :
- caractères bizarre dans la console GRBL hors de l'envoi de statut de l'Arduino vers l'ordinateur. En diminuant la baudrate à 9600, les problèmes ont disparus. A modifier dans le config.h de GRBL.
- les détecteurs de limites sont inutilisables. Ca n’empêche pas d'utiliser la cnc. Mais il faut faire un peu plus attention avant de lancer un job.
Voici aussi un petit tuto simple quand on est dans les problèmes.
Améliorations :
- utilisation de optocoupleur pour éviter le faut déclenchement des détecteurs de limites (Amazon 16€)
- ajout de d'un 2ème déclencheur de limite sur les axes X et Y (Amazon 11€)
- achat d'un clavier numérique sans fil pour faciliter le positionnement de la mèche point de départ (Amazon 21€)
- installation de connecteur de files dans le boitier électronique (Amazon 11€)
- installation d'une prise 220 pour la fraiseuse commandé électroniquement par un relais. Ceci permet le démarrage et l’arrêt automatique du moteur.
Dés à présent détecteurs de limites fonctionnent à merveille.
CNCjs permet l'utilisation du clavier numérique pour les 3 axes.
Améliorations futures prévues :
- installation de chaines de câbles (Aliexpress 28 €)
- installation d'un pied d'aspiration ( Aliexpresss 19 €)
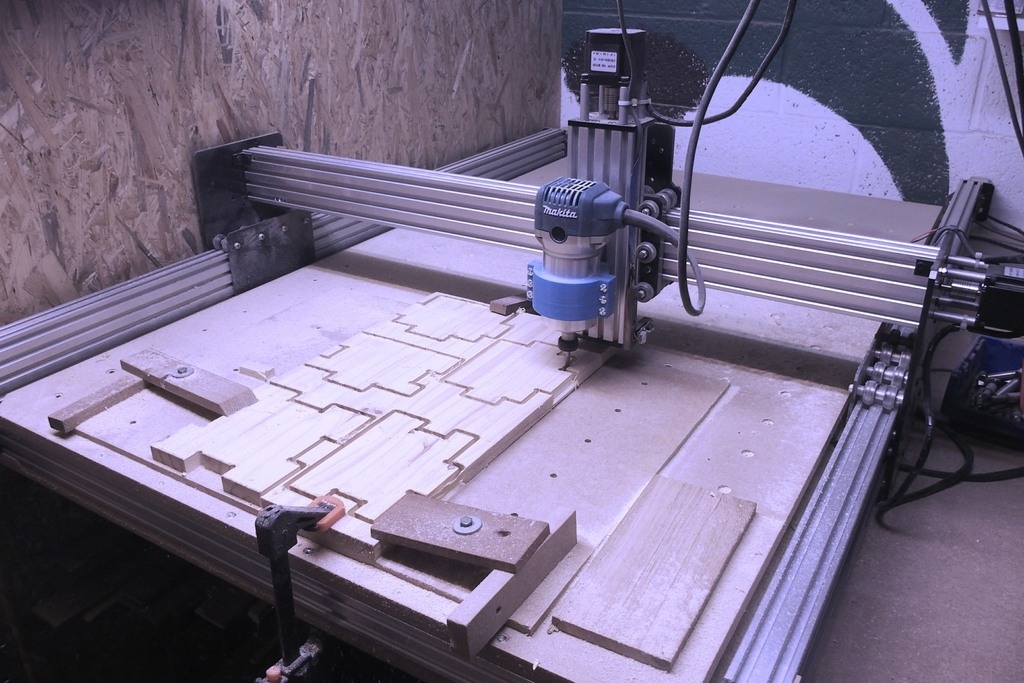
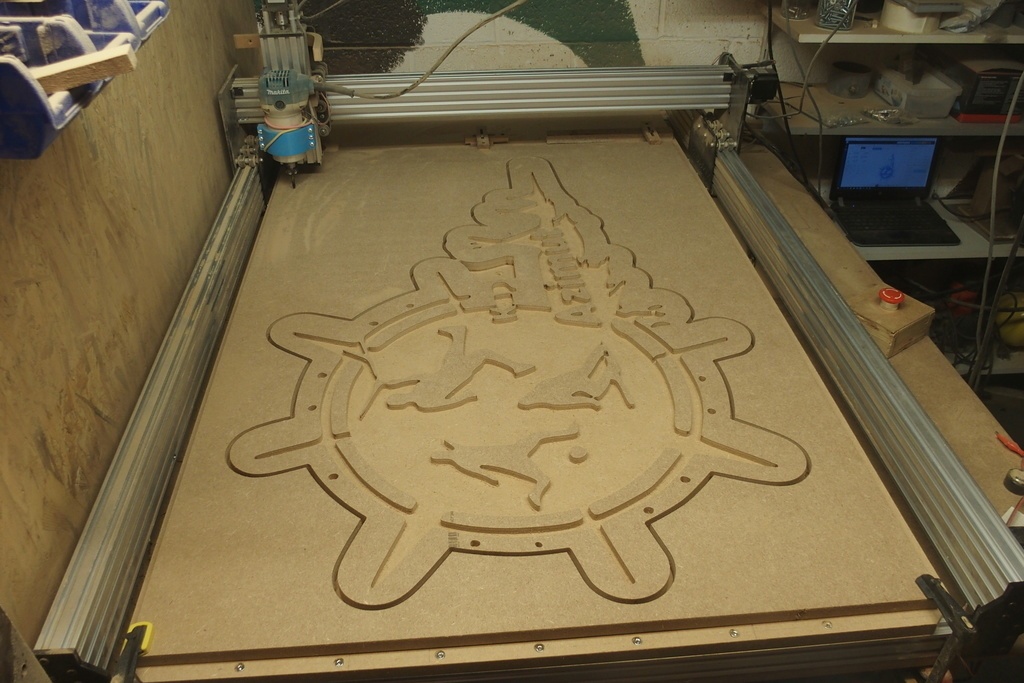
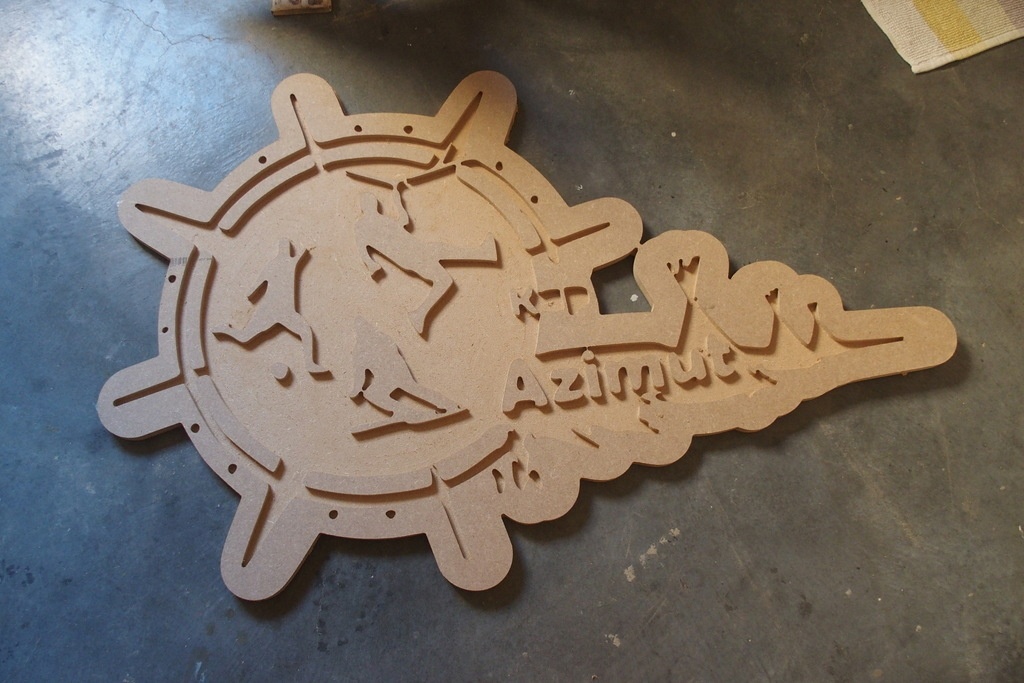
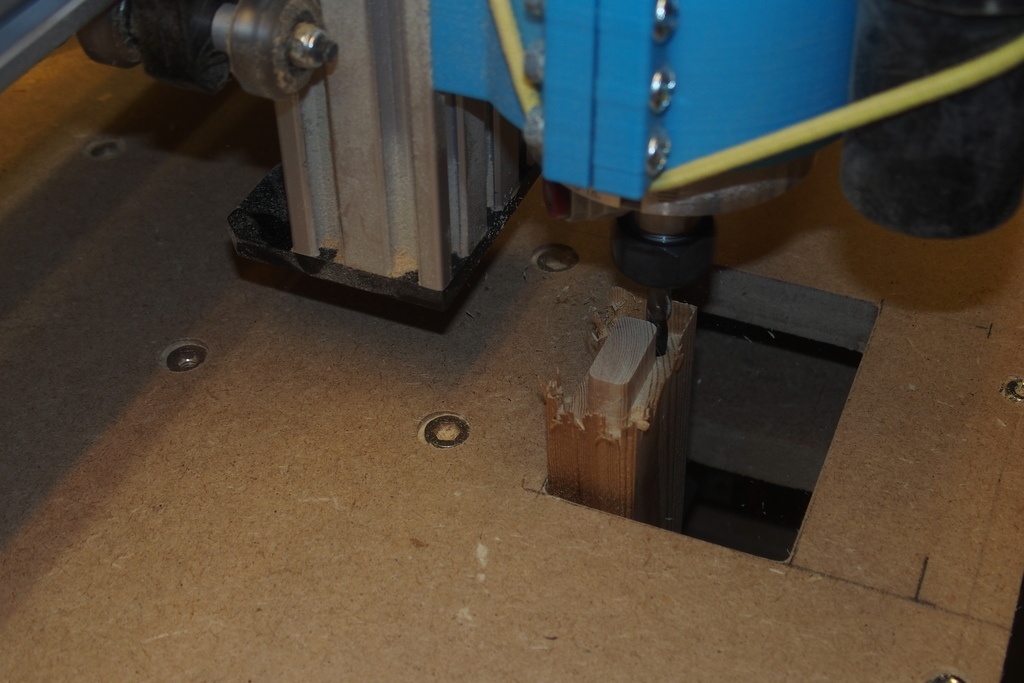
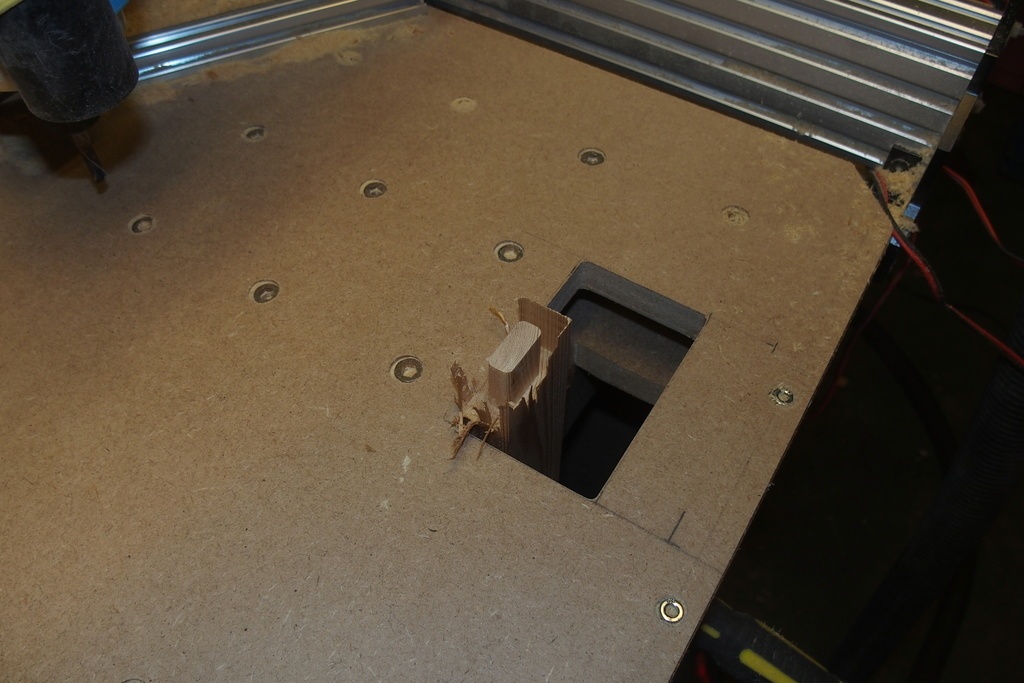
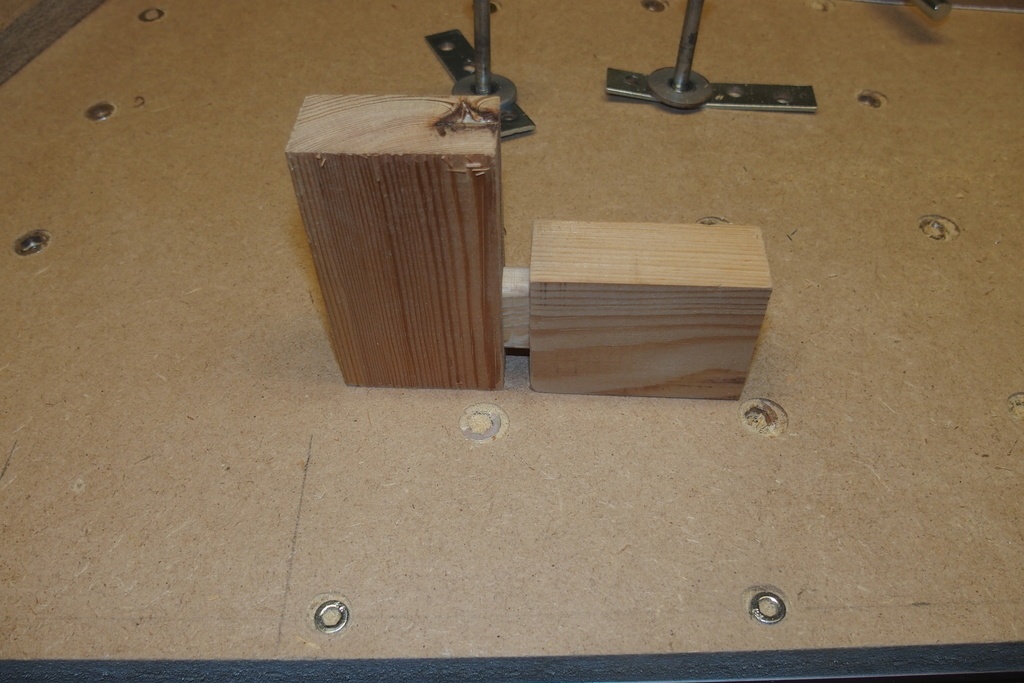
Premières réalisations
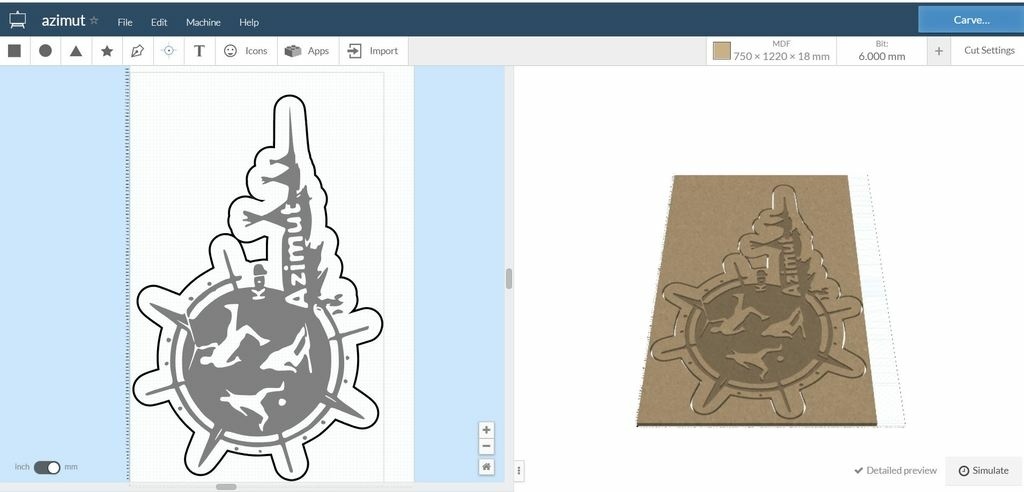
Logo Kap Azimut



Cadre arbre découpé dans du multiplex 8 mm et puis traiter à l'huile.
Tenon mortaise (0,3 mm de jeu).
Grace à ma hauteur de table d'un mètre, ça permet de faire des traverses jusqu'à +/- 1m aussi.



Logiciels Dao Fao
Pour rappel les moteurs de déplacement de la CNC sont controllé par un arduino avec logiciel interne GRBL.
Celui-ci est responsable de l’interprétation du GCODE qui comprend les commandes de mouvements de la fraiseuse.
Le but du jeux est donc de générer du GCODE et de l'envoyer par cable USB à la machine.
Les étapes :
- DAO (CAD) (dessin assisté par ordinateur) : dessin de la pièce
- FAO (CAM) (Fabrication assisté par ordinateur) : création du chemin de l'outil (génération du GCODE)
- CNC (Contrôleur de la machine) : Envoi du GCODE
Lu but est au final de réaliser un objet réel à 3 dimensions (3D). Pour simplifier le travail de dessin nous pouvons dans certain cas réaliser un dessin 2D et indiquer en plus pour chaque tracé la profondeur de coupe.
1) DAO - dessin de la pièce
En 2D : tout logiciel qui travail en vectoriel est utilisable. On sauvera de préférence en SVG, c'est devenu le format d'échange standard. Exemple en ligne : editor.method.ac
Remarque : Certain logiciel permettent de transformer des images en pixels en vectoriel (exemple jpg vers svg).
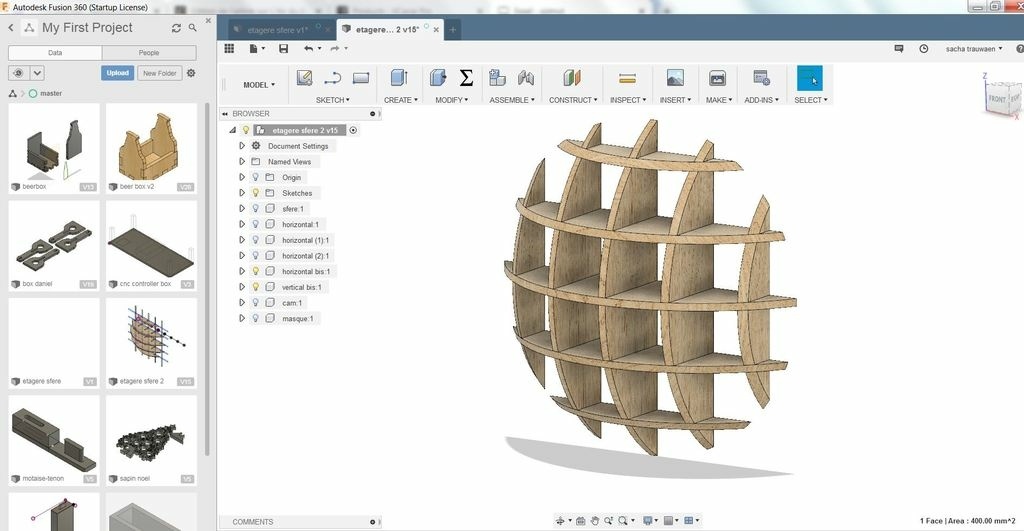
En 3D : pour des objets composé de plusieurs pièces, cela à l'avantage de dessiner l'objet complet et puis d'étaler les différentes pièces sur sont panneau à découper. Les logiciels les plus utilisés : Fusion 360 et sketchup.
Remarque : Fusion 360 semble être plus adapté que sketchup car il est vraiment orienté réalisation d'objet réel. C'est a dire que chaque élément a toujours une taille réel qu'on peut adapté contrairement à Sketchup on peu après création d'un élément du dessin l'agrandir mais pas modifier ça taille initialement définit.
2) FAO - création du chemin de l'outil
Cette étape va générer le ou les chemins que l'outil (la fraise) va parcourir.
Les chemins commun sont sur, à l’intérieur et à extérieurs d'une arrête du dessin. Des chemin plus complexe permettent de réalisé des découpe 3D.
On pourra aussi dans cette étapes définir la vitesse de rotation de la fraise, la vitesse d'avancement horizontal et vertical de la fraise.
Toutes ses informations sont sauvegardé au format GCODE.
Exemple de logiciels :
- makercam : transforme un dessin svg en gcode
- plugin sketchup SketchUcam : transforme un dessin sketchup en gcode
- fusion 360 intègre un module CAM très complet comprenant la génération de chemins 3D
3) CNC - Envoi du GCODE
Ce logiciel va permette, avant de lancer le fraisage de positionner la fraise au point de départ correspondant au dessin et d'y définir le point zéro en XYZ. Ensuite on charge le gcode et on lance le travail.
Exemples de logiciels :
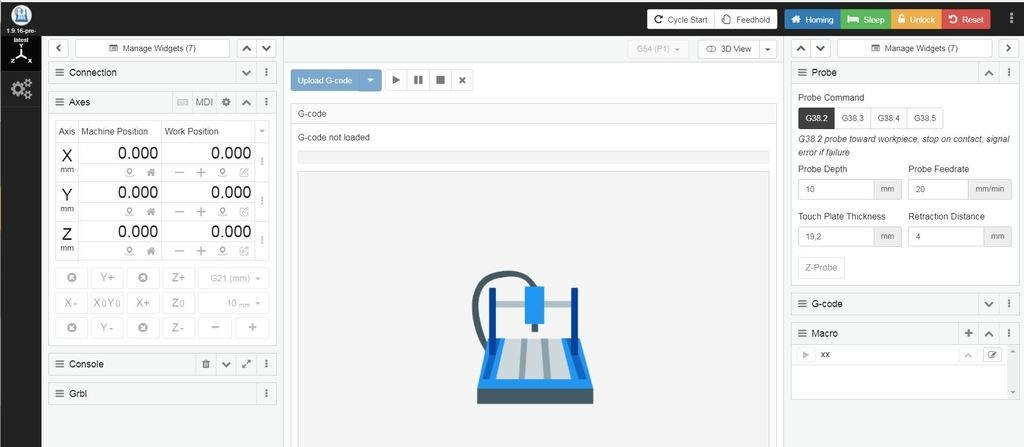
- CNCjs (desktop et web)
- Universal Gcode sender (deskop / java) : contient un setup wizard très simple pour la configuration initial de GRBL
4) Les autres logiciels combinés :
- Vcarve, et autres (payant)
- Easel :
La liste des logiciels énuméré n'est pas exhaustif. La plupart sont gratuits.
Personnellement j'utilise :
1) Fusion 360 : pour les objets plus complexe avec une intégration complète du DAO/FAO et parametric.
Cela permet donc simplement de changer une taille définit en tant que paramètre et le dessin + le GCODE se régénère tout seul (si on a tout bien fais, ce qui est pas si simple que ça). L’apprentissage est assez conséquent. Par compte ne fonctionne pas bien (très lent) pour la manipulation de dessin réalisé en svg hors fusion 360.
2) Easel : pour les dessin simple et dessin non réalisé soit même (svg , jpg). Très facile à prendre en main. Le logiciel est à la base fait pour la CNC X-CARVE, mais permet de générer du GCODE (compatible GRBL).
3) CNCjs : logiciel d'envoi simple et permet de créer des boutons spécifique.
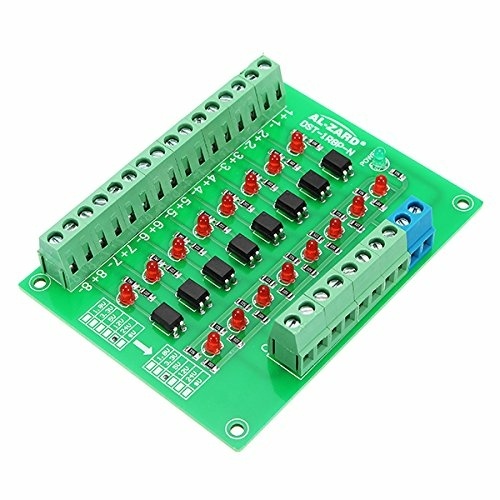
Branchement optocopler
Suite à plusieurs questions concernants le cablage du optocopler, je détaille son cablage.
Dans mon cas je transforme le signal des détecteurs de limite à 24v vers un signal 5v copatible arduino. Le 24v viens directement de l'alimentation.
Ceci permet d'être moins sensible au perturmations des champs magnétique des moteurs et de leurs cablage.
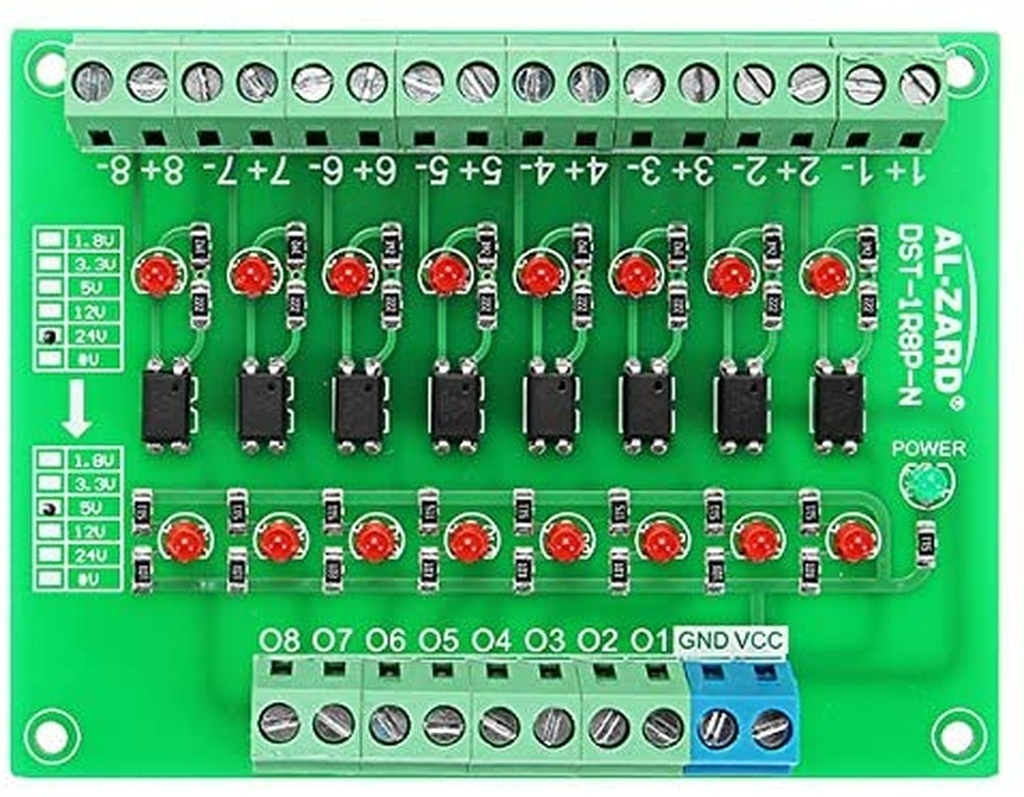
J'utilise un DST-1R8P-N (8 canaux 24V à 5V)
Sur les pins 1+/1-, etc. on branche le 24v donc un des fils qui passe par les détecteurs de limites.
Sur le VCC on branche le 5V de l'arduino (ou cnc shield).
Sur le GND on branche le GND de l'arduino (ou cnc shield).
Sur le o1,02,O3 on branche le cnc shilds x, y, z
Attention : pas mal de document sur internet indique des erreurs au niveau de la tension VCC/GND. C'est bien du 5v et non du 24v (comme expliqué dans la vidéo ci dessous).
En video
Publications associées

Licence


Discussions
tiens donc :) .. au final ça devrait ressembler a ça :) (photo 1) et je te conseille FORTEMENT le système de fixation de Marius (photo 2) avec espacement des trou de 75mm :) très efficace!
Et oui, je me suis lancer. Et sachant que je n'était pas le seule a avoir entrepris la même chose , je me suis dit que ça pouvais servir à d'autre de partager tout le processus.
, je me suis dit que ça pouvais servir à d'autre de partager tout le processus.
Ca me semble donc super intéressant si tu partage tes expériences ici ...
Justement je viens de lancer l'impression 3D du système de fixation que tu utilise.
Festool MFT DIY Clamping System
Oui les plans 3D pour les fixations des endstop et de l’électronique m'interesse !
Ton Rangement est
Sacha tu trouvera ton bonheur la peut être ( j'ai pas encore tout mis .. je vais te rajouter ca :) )
Mes Designs Thingiverse
PLab Merci
1,5m x 1m, ce n'est pas une petite! Et pour 800 €, c'est vraiment pas cher. Cela m'interesse beaucoup de voir ce que tu vas pouvoir faire avec.
Hello,
Dans tes recherches, as tu imaginé utiliser un laser en lieu et place de la fraise?
Afin de faire du marquage, voir peu être de la découpe de plexi pas trop épais (5mm).
Ca pourrai être intéressant d'avoir deux machines en une sur simple changement de l'outil.
@+
Oui, j'ai imaginé dans le futur l'ajout d'un laser.
Voici un lien avec les instructions de comment faire : Upgrade laser
Pour du marquage sur bois, je ne vois pas de problème. Pour la découpe (plexi, mdf, ...), il y a la problématique d'aspiration des gaz.
Bonjour,
Beau projet et petit budget c'est intéressant à suivre pour voir quelles seront les performances obtenues. Vitesses de déplacement en usinage avec la Makita de 700W ?
Je n'ai pas vu la hauteur libre sous fraise de l'axe Z;
Bon courage,
Gérard
Je vous tiendrais au courant sur les performances...
La workbee peut être montée de 2 manière (voir photo ajouter dans choix de la machine) :
Petite question, ça tient les DRV8825 avec des Nema23? Il me semblait que ça passait vraiment limite en courant. Perso, j'ai toujours utilisé des Nema 17 avec ces drivers. Je me demande vraiment si c'est suffisant. Parce que t'es en 24V, ils vont tirer un max de courant les NEMA 23.
Enfin, je suis curieux de voir si/comment ça fonctionne. Perso, j'aurais pris des trucs de ce genre: robotshop.com/...tor-driver.html et y'a des versions qui ressemblent et plus costaud encore.
Je suis tout a fait d'accord avec toi.
Il existe plein de sorte de de NEMA23 (différente puissances).
Et en réalité, je ne connait pas la puissance des moteurs MEMA 23 livré dans le kit. Suprise! J'espère que les NEMA livré sont dimensionné pour les drivers. Surprise encore!
En théorie les DRV8825 doivent pouvoir fournir 2,2A avec un bon refroidissement.
Et le driver TB6600 que tu mentionne est dans ma trousse de secoure
Je ne manquerais pas de communiquer mon retour d’expérience...
En effet, y'a plein de Nema 23, ok pour le courant du DRV8825, pour le refroidissement, à mon avis, ça vaut le coup de prévoir un ventilateur en plus des dissipateurs sur la puce.
Chouette projet en tout cas.
Ventilateur OBLIGATOIRE!
mais ca tien sans pb sur les nema 23
sacha je vais te filer le stl de ce support !
pour la ventilation ce n'est pas obligatoire, il faut ajuster le potentiomètre qu'il y as sur les drivers afin de régler l'intensité transmise. forcement celas as un impacte sur le couple moteur.
j'avais aussi les driver qui chauffais beaucoup au début quand j'ai monté ma cnc, jusqu’à trouver cette doc;)
explication par exemple sur cette video: lien
samuel09 merci pour l'info
Ah génial! Une belle machine! Cela me donne des idées pour mon projet de cnc en bois, en mixant les deux approches...
Tu l'as fait fonctionner ? quelle est la précision obtenue ? par exemple, pour l'emboîtement de queues droites ? ou pour faire un grand disque qui s'emboîte pile poil dans un trou ?
J'ai pas encore mesurer la précision réel.
J'ai déjà fais quelques trucs, surtout de la découpe de forme complexe.
Mais aussi un premier test de réalisation de tenon et mortaise.
Ca fonctionne, j'ai du ajouter un jeu de 0,3 mm
Et il faut que j'améliore la fixation de la pièce dans le quel je réalise la mortaise, pour que le fraisage soit bien parallèle aux cotés de la pièce.
Je posterais quelques photos bientôt.
Kentaro
pour info et pour avoir la meme en 1Mx1m on arrive a une precision de l'ordre de 0,05 mm.
mais je compte plus sur 0.1 pour etre sur.
j'avais fait des carré de test pour regler les step/mm des moteurs pas a pas et j'etais arrivé a 0,03 mais sur des carré de 20cm
c'est largement suffisant pour du bois ..
Intéressant. 1/10 me conviendrait très bien.
Quelques questions:
Quel est le diamètre des vis d'entrainement ?
Faut il parfois changer les roues ? elle ne s'usent pas ?
Les vis d'entrainement sont de 8 mm
Les roues sont composées de 2 roulement à billes. Je suppose que c'est pas éternelle. Mais je ne serais pas dire la durée de vie.
Merci.
ce sont des roues style imprimante 3D mais dans un plastique beaucoup plus dur autant les versions de couleur noir peluche rapidement autant celles transparente comme celle de la workbee ne bouge pas (a part prendre de la poussière bien sur ...
je n'ai que 6 mois de retour mais elle a déjà fait quelques km sans broncher
IL y a une chose que je ne comprends pas bien...
Les roues ont un flanc cônique, et roulent sur un chant à 45°.
La circonférence de la roue à l'extérieur est donc inférieure à la circonférence à l'intérieur. Quand la roue fait un tour, la distance parcourue par l'extérieur est donc inférieure à celle parcourue par l'intérieur de la roue.
Cela devrait donc coincer, ou patiner.
En fait, on ne sait pas quel point sur la roue touche le profilé, l'extérieur, l'intérieur, au milieu ? Pour un tour de roue, la distance parcourue réelle devrait donc être aléatoire.
Pourquoi cela marche quand même ?
Kentaro Ca n'a pas d'importance. Ce ne sont pas les roues qui entraînent. C'est un entrainement à vis qui prend sur la plaque noir, l’espèce de mâchoire sur lequel sont monté les roues
Mais oui, c'est bien sur... les roues ne sont là que pour guider.
Kentaro En plus le profil aluminium est aussi conique au niveau de l’endroit ou roule les roues. Ce qu'il fait en sorte que les roues sont bien coincé (pas de jeu). Et il y a un réglage avec des vis asymétrique au niveau de certains axe de roue pour régler la pression des roues sur la raille.
Très beau tuto. Bravo !
Bravo, c'est vraiment top!
En effet, vraiment intéressant, cette "petite" machine.
Pour info, j'ai mise à jour le prix total (180 € de taxes d'importation sont venu s'ajouter).
N'hésitez pas a me demander les liens précis l'achat en message privé.
J'ai juste pas envie de faire la pub dans l'article.
Bonjour et merci encore pour cette contribution qui m'a donnée le courage de me lancer CNC commandée ;).
Je te souhaite beaucoup de plaisir... Et si tu as une difficulté lors du montage n'hésite pas.
Si tu veux pas être bloqué lors du montage, je te conseil de commander les T-nuts de taille 10,2 x 9,6 x 5 mm (voir lien dans partie montage mécanique).
Merci de ton retour, j'avais déjà commandé les nuts suite à ton retour ;) merci encore
Bonjour, je compte me lancer dans l'acquisition de ce genre de machine. J'ai une question est-ce que ce genre d'assemblage ne vibre pas trop ? Profondeur de coupe dans le bois type chêne et métal ?
Belle réalisation qui me tente !
Je n'ai pas vraiment de vibrations. Je n'ai pas d’expérience dans le métal. Dans le bois de type chêne on a priori avec une fraise de 6mm aller jusqu'à 3mm de profondeur de coupe. Ma règle est de ne dépassé la moitié du diamètre de la fraise. Sauf dans le mdf ou un peut aller jusqu'à 1 fois le diamètre de la fraise.
Merci ! J’ai actuellement une petite chinoiserie (4030) qui m’a permis de me faire la main. Elle fonctionne très bien et malgré tout assez précise mais manque de puissance (560w style moteur de bijouterie). Je pensais la
Bricoler pour lui fixer la broche Makita mais je me dis pourquoi pas passer à plus grand tout de suite. Ce qui me freine c’est l’électronique ! Tu parles d’un kit complet est ce que tu aurais les références et est il en Mach 3. J’ai le logiciel... merci par avance ! Cordialement
Je pensais à des solution GRBL comme le contrôleur xpro, ou le nouveau blackbox de openbuilds.
Merci ! Concernant Mach3 je n’ai pas trouvé de vidéo sur l’installation du kit ! Tu en as déjà vu ? Cordialement
Il existe plein de sorte de contrôleurs MACH3. A mon avis, il faut surtout éviter les contrôleurs mach3 avec connecteur parallèle. C'est très difficile a trouver pour les ordi actuelle.
Comme je te le disais je suis déjà en Mach3! J’ai réussi à trouver une vieille machine...
Merci pour tes conseils en tout cas.
Une dernière question sur la fraiseuse tu utilises directement des pinces ER11 ou tu mets une extension ? Merci
Directement les pinces d’origine.
MACH3 semble très utilisé surtout sur des machines plus pros. C'est surement très bien.
C'est juste que à la base je ne voulais dépensé le prix de la License MACH3.
Donc t’es fraise sont en queue de 6 ?
La plupart en 6mm et quelques en 8mm. La Makita est livré avec 2 pinces
Mes fraises sont pour la plupart en pas impérial (3,175 et 6,5) donc je serais obligé de passer de l’ER11. J’ai déjà la makita mais en tant que défonceuse/affleureuse... très bonne machine. Merci pour tout.
BOIARTS sinon tu fait comme moi qui ai la même machine tu par sur une broche kress et tu as des pinces pour toute les tailles de queue... (perso j'ai du 3.175 /6 /8)
Sauf que la Kress coûte le double ! Et surtout n’existe plus c’est maintenant AMB. Il faudrait prendre une Mafell. Mais effectivement cela simplifie la chose.
perso la 1050 FME 1 je l'avais eu pour 250 euros je sais pas si c'est bcp plus cher..
Makita 125€ certes moins puissante (700w) !
Bonjour, j’ai réfléchi à la blackbox cela me paraît intéressant comme procédé ! Quelqu’un a un retour sur cette box?
Bonsoir je me suis lancé ! J’ai commandé une Workbee 750x1000 sous Mach3. J’attends la livraison d’ici une grosse semaine. Tu parles d’une prise commandée ! Tu peux me préciser le modèle ? Merci par avance. Je pourrais demander conseil ? Le cas échéant. Cordialement
La prise commandé pour la fraiseuse est en fait un relais classique pour arduino (je vais essayer de retrouvez le modèle). Bien sur tu peux demander des conseils... Bon amusement !
Ok et merci par avance !
Bonsoir j'ai commandé la Workbee 1500x1500 ainsi que le kit électronique détaillé.
Pour l'Affleureuse j'attends de recevoir et de monter le tout avant de la choisir, et aussi pour espacer les dépenses ;)
Merci beaucoup Sacha, je ne pense pas que j'aurai passé commande sans ton aide,
plus qu'a attendre :)
Mon projet avant doucement, j'ai reçu la partie électronique (163€) sous 7 jours, et 8 pour la partie Mécca (566€) c'est passé par la douane qui m'a facturé 119€ de frais, j'attends toujours les Chaînes de câble (26€).
La partie Mécca est assemblée mais j'attends d'avoir fini l'établi qui va l'accueillir pour faire les réglages.
Je fais un énorme Merci a Sacha pour son aide et sa disponibilité, car je ne connais pas grand chose en électronique et c'est grâce a lui que j'ai pu faire le plan de câblage, la aussi j'attends de pouvoir finir l'établi et donc les réglages mécca pour mettre en place un coffret.
Je suis prêt aussi a aider a mon niveau si quelqu'un a besoin ;)
Bonjour Sacha,
Je me configure une workbee avec l'entreprise pc-cnc.fr pour travailler des feuilles entières de ctp soit +/- 1250x2500.
Après un an d'usage en êtes vous toujours satisfait ? Cela va faire une jolie somme et je voudrais pas me planter.
Au plaisir d'échanger.
Cordialement,
Bertrand
Bonjour,
Même question que pour Sacha, êtes vous satisfait de votre machine ?
cordialement
Bertrand
Bonjour,
Oui toujours satisfait.
J'ai été une fois ou l'autre boqué pour faire des mortaises dans des epaisseur de bois importante (9cm) du à la limite en Z.
Sacha
Attention, passer de 150x100 à 250x125, cela suppose un bâti très différent si on veut conserver la même précision.
La rigidité d'une poutre diminue avec le cube de la longueur. Il faut donc des sections de profilés bien plus importantes, pour compenser la perte de rigidité due à l'allongement.
Les machines qui font 150x100 sont déjà des "extensions" de modèles bien plus petits, sans que l'on ait changé la section des poutres. C'est déjà limite.
Bonjour,
Comme toi, j'ai succombé à cette CNC et comme toi je galère avec les limit switchs qui se déclenchent intempestivement.
Peux-tu stp me montrer ou m'expliquer ton câblage avec la carte optocoupleur ?
Merci infiniment !
Tokyo
C'est ajouté en fin du pas à pas.
Hello, petite question à propos de broche et de pince. Je suis en train de me faire aussi une CNC (une MPCNC pour être précis), et j'ai commandé une broche makita, comme toi. Je me demandais si tu utilisais des fraises en queue de 3mm, et comment tu faisais l'adaptation... en gros, as-tu trouvais des pinces 3mm ou même alors un collet ER16 (ou 20) pour cette broche... si tu as l'info je suis preneur... merci d'avance
Bonjour il te faut des Pinces ER11 !
oui j'ai balancé ER16 comme ça... du coup, tu veux dire que ER11, c'est compatible avec la broche makita? Si oui, tu aurais une ref? et/ou sinon il faut faire une adaptation?
J'urilise que des fraises en 6mm et 8mm avec les pinces d'origine de la makita.
Mais, j'ai des fraises de 2 et 3mm avec un embout de 6mm.
oki merci. Je m'en doutais. J'ai pensé à des fraises de gravures, des javelots, et j'avoue, j'ai pas regardé si ça existait en queue de 6mm...
du coup, je viens de trouver ça: elairecorp.com...tercollets.html et ça youtube.com/wa...h?v=vcjcWnNjaYs bon, je continue de fouiner...
Bonjour, est ce que c'est possible de partir sur une table plus grande(300 x200cm par exemple) avec le meme logiciel ? en tout cas merci infiniment pour ce partage
Logiciel oui. C'est au niveau des tiges filté pour l'entrainement que ce modèle de CNC est limité en taille. Car elles sont assez fines.
oui sans probleme ;)
hello, j'avais encore une petite question (dont je n'ai pas trouvé la réponse dans ton texte). Tu as mis des inserts pour pouvoir brider des pièces ou tes planches martyres. Tu pourrais me dire ce que tu as utilisé comme insert et quel diamètre de filetage? J'hésite entre plusieurs type genre insert à griffe, ou bien insert à visser, mais là encore j'hésite sur le diamètre (je me demandais si j'allais pas dimensionner ça selon les pièces incras (ou autre) qy1.de/img/inc...-it-clamp1a.jpg ou bien en imprimer en 3D... bref de vrais problèmes...
je viens de regarder le tarif d'une workbee 1500x1500 avec la partie élec, 1130€ est ce que cela vaut le cout/coup de se faire flic ainsi ? (la question est ouverte car j'envisage une CNC aussi)
fr.aliexpress....2905948862.html
Bonjour.
Super projet qui a demandé beaucoup de temps.
Est il possible d'avoir les références de tes nema23 ?
Merci.
Hello,
comme j'en suis à mes premiers usinages, et notamment ceux des trous de mon plateau (pour mettre des inserts à visser), je me demandais quelle vitesse d'avance utiliser. Si je m'en tiens aux vitesses préconisés par le vendeur de fraise (cnc fraise), j'arrive à des vitesses assez monstrueuse genre 2000mm/min ou plus pour une fraise de diam 6mm 1 dent, et donc le double pour une fraise 2 dents, ça me parait juste énorme, genre de l'ordre de 40mm/seconde... Du coup, ça me fait un peu peur. Qu'en penses-tu?
si ça peut t'aider ;)
id-conception....onditiondecoupe
Bonjour, merci pour ce super article bien complet.
J’ai monté une workbee de 1300x2500, commandée chez PC-CNC, j’ai pris une broche 1,5kw et gère tout avec la blackbox.
Je me suis aperçu que quand je dessine un cercle ils sort plutôt en oval... et carrés sont des rectangles. j’ai vérifié le calibrage de la machine, et je me suis rendu compte que l’axe Y (2500mmm) ne respecte pas les commandes envoyées, par exemple 100mm en commande donne en réalité 93mm. J’ai fait le calibrage sur le logiciel Openbuilds control mais sans réel résultat.
Ma question est comment je peux être sûr que mon axe Y est bien monté/positionné dans les rails( car je me rend compte que quelques roues ne touchent pas le tail)?
Merci pour votre retour et n’hésitez pas si vous avez besoin de plus d’informations.
lebearcnc.com/...bl/#calculateur
Il y a ça vérifie ,si ça donne pareille que ton paramètre,
Merci! Je vais regarde ça
Salut Sacha, merci beaucoup pour ton temps pour la rédaction de ce projet, le partage de connaissance nous fait tous avancer :D
Je vis de mon travail du bois depuis quelque temps, autodidacte, je fais plusieurs projet et surtout du custom.
Je pense dans un futur proche faire l'acquisition d'une CNC pour proposer plus de personalisation pour mes clients, ouverture sur un nouveau marché qui serait rentable ici dans ma zone (Lisbonne).
Peux tu simplement me dire si, 6 ans après ton poste, ce kit que tu proposes est toujours d'actualité ou bien des upgrades non négligeables sont venus replacer cette base?
Je ferai mes recherches en temps voulu pour approfondir le sujet et voir ce qu'il se fait de mieux maintenant.
Si tu peux me dire rapidement ce qui devrait être remplacer ça serait parfait, sans que ça te prenne beaucoup de temps évidemment.
Merci beaucoup, amicalement!
Gautier Evrard
Je n'ai pas fait d'upgrade.
J'utilise maintenant la plus part du temps uniquement le logiciel Easel pour dessiner et piloter la cnc en directe.
Si je devrais recommencer j'utiliserais une électronique tout en un, c'est plus simple à faire et c'est plus petit à mettre dans une boite.