
Bonjour,
Je ne suis pas le premier à avoir des problème avec le mécanisme d'entraînement des petits Lurem C2xxx.
Sur ma C2000, j'ai deja du changer la fameuse pièce en plastique avec l'engrenage et le pignon dont on trouve le fichier ici (et encore merci a l'auteur), la 149701710
Mais la pièce qui engrenne avec, la 146100920 était tout aussi abîmée au final, et elle détruisait a son tour l'autre pièce.
En pièce détachée, elle coûte une fortune, et on voit de nombreuses demandes pour la faire usiner sur un simple recherche.

Je me suis penché sur le problème et j'ai essayé de trouver une autre solution que de mettre un circlips et une rondelle avec du jeu axial au milieu des dents du pignon
En effet les conséquences sont visibles : les dents ont ete bouffées par le circlips et la rondelle, et avec le temps le jeux axial total devient tellement énorme que les dents métalliques viennent bouffer le plastique en face sans rien entraîner de façon constante.
La difficulté repose sur le fait que le jeu longitudinal sur l'autre axe laisse peu de place pour un mécanisme de blocage a cet endroit là, genre 4mm pour un circlips de 1mm de large et une rondelle de 2,5mm de large, avec un appui du circlips qui serait encore sur les dents.
Le parti pris est d'oublier le circlips+rondelle, et de modifier la géométrie pour amener une collerette. Pour limiter les risques de casse, j'intègre un congé de 1,5mm de rayon, qui demandera de pousser la bague calcar (auto lubrifiante pour l'axe) un peu plus en profondeur (genre 2mm)
Avant d'aller plus loin, je serais preneur de l'avis de gens qui s'y connaissent en usinage et ingénierie mécanique pour savoir si c'est moins une ânerie que le montage d'origine.
Je vais déjà faire imprimer la pièce en 3D pour voir comment ça se traduit dans la réalité, et si ça passe, je tenterai une réalisation au CNC.
En cas de succès, je mettrai les plans à disposition en Creative Commons ici même.
Merci de vos retours
3 réponses
Bonsoir,
Aurais-tu des photos du montage actuel ? Car l'éclaté n'est pas très clair...
Si j'ai bien compris le montage, ce que tu proposes ne sert strictement à rien. Je pense que l'anneau élastique (Circlips® ou autre) bouffe les cannelures parce qu'il y a du jeu dans les bagues de guidage. En sus de l'impossibilité d'usinage signalée par Erebor, en cas de jeu dans les bagues, tu useras aussi la roue plastique. En construction mécanique, il faut raisonner en termes de fonctions à assurer, pas essayer de faire de la copie approximative.
Serait-ce cette pièce ? pieces-lurem.f...4240-Copier.jpg
Dans l'attente de tes photos, cordialement.
L'origine du problème est souvent à chercher dans l'usure des bagues d'entraînement de la raboteuse
andrefy MERCI !
J'avais tellement le nez dans le guidon que j'ai raté le problème alors que je l'avais dans la main et que je l'avais identifié à l'origine sans bien réfléchir au pourquoi.
Une fois que le problème devenait "comment faire usiner la pièce pour moins cher que le prix que j'ai payé la machine" j'ai perdu ça de vue.
"Ah c'est bouffé parce que le circlips a frotte sur les dents parce qu'il était en appui dessus". Sauf que le circlips et la rondelle servent au montage et ne sont pas censés être des pièces d'effort si l'axe est bien guidé si je comprends bien.
Mon problème vient de la bague calcar arrière qui glisse dans l'alésage au lieu d'être serrée, du coup
-> ce jeu désaxe la poulie entraînée par la courroie
-> ce qui fait que la courroie se déplace vers l'arrière
-> ce qui tire le tout vers l'arrière
-> ce qui met le circlips en effort sur les dents et les ronge
Ça explique tout bien, et pourquoi la pièce était usinée comme ça d'origine et que ça posait pas de problème
C'est exactement pour ça que je préférais poser la question plutôt qu'être sur de ma réponse.
Donc j'ai "juste" à reproduire la pièce à l'identique (pas exactement celle que tu montres, cela dit) et changer les bagues. Ce que j'ai déjà regardé comment faire avec les moyens du bord. Je vais en profiter pour changer les 4 du coup.
Merci !
Point d'étape.
Je repars donc, après vos remarques, vers une construction "à l'identique" ou presque, parce qu'en effet il n'y a pas de raison de repenser la pièce avec des contraintes qui n'existe pas si la chaine mécanique est correcte.
Chez un usineur CNC qui fait un devis sur fichier 3D, on arrive à 40€ FDPI sous condition de faire le filetage dans le trou M8, c'est acceptable.
J'attends encore un peu pour des retours additionnels parce que cette discussion est instructive et je vous en remercie chaleureusement. Si tout est à peu près ok, j'envois en fabrication, et on teste dans deux semaines.
Si la pièce convient, je fournis le plan à la communauté :)
Pour ce prix-là, tu es dans une nuance d'acier/inox spécifique ?
As-tu des détails sur ce qu'à prévu l'usineur ? L'usinage des dentures est fait comment ? Outil spécifique ou usinage CNC ?
Traitement thermique des dents par la suite ?
Pleins de petits détails peuvent faire varier grandement la durée de vie (et le prix malheureusement..) de la pièce
MNLX Pour ce prix là c'est de l'acier bas carbone (ils disent 45# donc je suppose C45), usinage denture en CNC (il faudrait un outil sur mesure pour faire du 9 dents de ce que j'ai compris).
Le TTh des dents ça n'apporterait pas grand chose avec une pièce en plastique en face, et vu comment elles étaient bouffées il ne devait pas y en avoir a l'origine vraisemblablement.
C'est un peu un pari, mais je pense qu'on est pas très loin. Mais je ne suis pas usineur, et assez piètre mécanicien, donc toutes les remarques sont bienvenues
Bonjour 2 points à prendre en considération :
- Lorsqu'on usine des dents sur un arbre il faut ajouter à la longueur de la dent une longueur pour l'outil comme sur la pièce d'origine la partie à gauche de la partie abîmée (allez voir quelques vidéos vous comprendrez) donc la collerette va gêner.
- si vous usinez l'arbre et la collerette dans un brut massif la matière première va vous coûter un bras. Ça plus l'usinage vous allez quasi certainement exploser le budget de la pièce de remplacement.
Peut-être que percer l'arbre et apporter un anneau avec goupille permettrai de résoudre le probleme.
Merci Erebor !
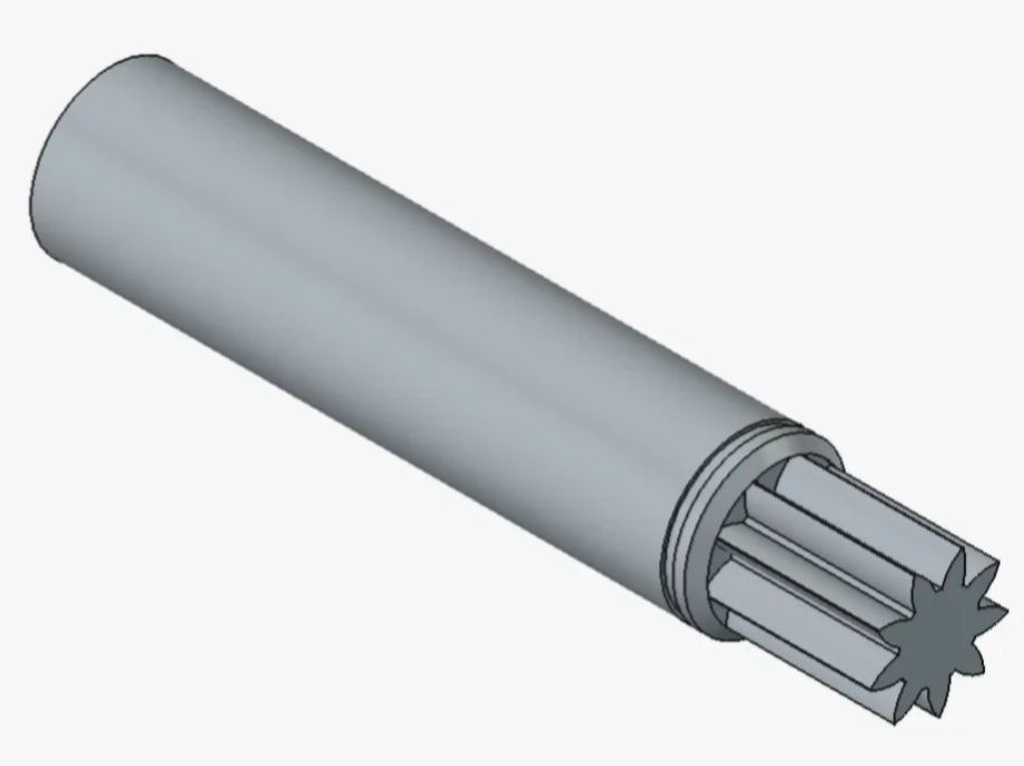
Pour information la pièce tient fait 72mm de long pour 14mm de diamètre.
Sur le premier point c'est juste un élément de modélisation a améliorer (je débute sur FreeCAD) mais je tiens compte en effet de la largeur de l'outil, la profondeur de la cannelure nécessaire a l'engrenage est inférieure à ça de 1mm.
Sur la solution anneau et goupille pc'était mon choix initial (image issue d'une première réflexion en lien). Mais l'espace laissé par le jeu de l'autre axe, 4mm, ne permet pas de mettre
- une rondelle de 2,5mm d'épaisseur (standard)
- un circlips de 1mm d'épaisseur
- une surface pleine avant les cannelures
- un peu de tolérance
J'ai beau eu triturer le dessin et les côtes dans tous les sens, ça ne marchait pas.
J'ai réfléchi a limiter le jeu de l'autre axe, mais rien ne permet de le faire avec les rondelles standard a ma connaissance.
La pièce de rechange coute plus de 300€ TTC, je peux probablement me permettre un peu de matière première à ce prix là, on monte a 72x22 ça doit pas couter une fortune non plus.
Effectivement les dimensions sont modestes...
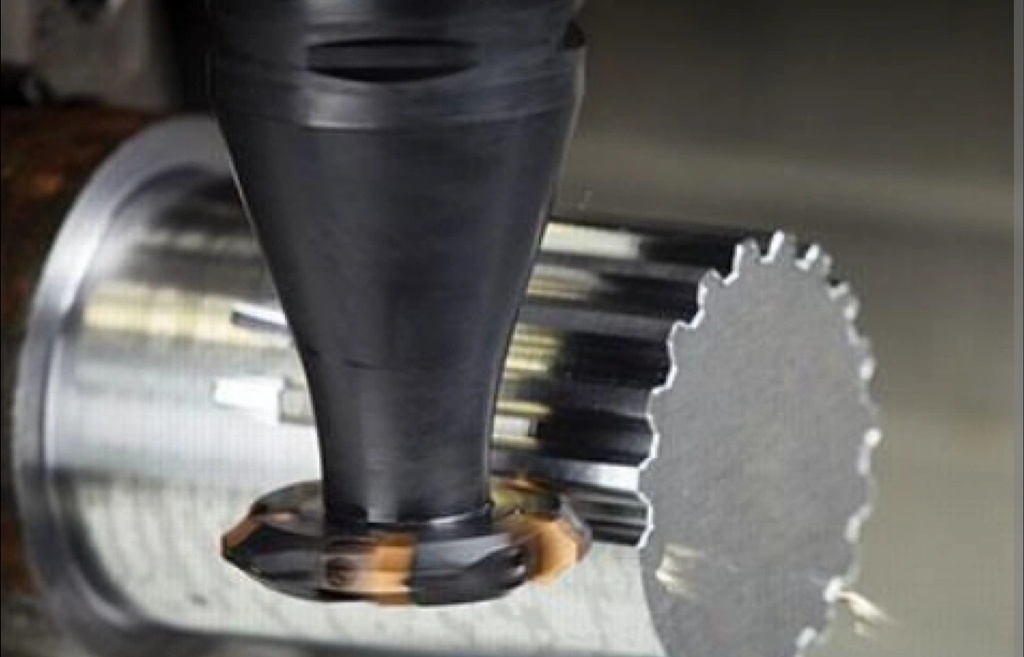
Pour l'usinage des dents je parlais pas de profondeur mais de longueur. Les dents sont usines par des outil qui ressemblent à une mini scie circulaire (cf photo 1) il faut donc ajouter une surlongueur lors de l'usinage pour avoir une dent de la bonne longueur (cf photo 2). C'est pour ça que je me demande si c'est usinable une collerette aussi proche des cannelures.

Erebor j'ai tendance à réfléchir en dessin et pas en outil, c'est souvent mon défaut. "Profondeur" dans ma tête c'était la distance de la face extérieure au point d'arrêt, la course de l'outil si tu veux.
D'ailleurs merci, je comprends mieux la forme de l'outil d'après tes photos, et il faut que j'identifie correctement le profil du coup, celui qui correspond a la géométrie de la cannelure.
Une idée de comment je peux faire ça ? Il y a des références dans lesquelles je peux chercher ?
Merci encore, j'apprécie sincèrement toute cette aide
Bonjour,
Dans ce type de situation, deux pièces engrenées, ce n'est pas seulement la dureté de la pièce qui compte, c'est un peu plus subtil que ça :
- plus solide n'est pas toujours mieux
- on privilégie les matériau à faible friction, laiton, bronze, teflon
- parfois on choisi on pièce d'usure plus facilement changeable
- usure identique et ajustage précis
La pièce d'usure est déjà en face en théorie, c'est une pièce en plastique dont on trouve le plan ici, déjà contribué par un autre membre
Est-ce qu'il y a un moyen d’augmenter la surface de contact pour réduire l'usure sans que ça nuise au système ?
MaderaMan a priori je dirais que la bonne réponse est plus haut, la pièce s'use de cette façon quand les bagues de guidage ont du jeu. La solution n'est pas de repenser la pièce, mais de rééquilibrer le système en remplaçant les bagues usées.
Dans le même temps, en faisant ça, les deux engrenages ont une bonne surface de contact et les dents finissent moins mangées.
L'ingénierie d'époque se tient c'est moi qui ai été idiot de vouloir réinventer la roue : elle fonctionnait bien, il suffit de la reproduire
Bonsoir,
Ça n'est pas de l'idiotie, c'est de l'in-connaissance. Il y a un certain nombre de bons bouquins techniques : le Chevallier, le Memotech... Ce sont des mines d'or, mais si tu n'as pas un minimum de culture mécanique, ça ne va tout de même pas être facile...
Pour toi, il me semble que poser le bon diagnostic et refaire ou changer les pièces nécessaires. On peut t'aider, mais il faudrait déjà quelques photos 
Ah, j'avais loupé une de tes réponses !
Donc bagues de guidage à changer, et c'est reparti !
Je me demande même si tu ne pourrais pas réutiliser l'arbre tel quel ! Le profil des dents ne semble pas trop dégradé... Après, pour 40 balles... !
andrefy j'ai un minimum de culture mécanique. Des dizaines d'heures de pure théorie il y a 20 ans déjà, trop peu de pratique, et un manque d'intérêt de jeune con a l'époque qui savait d'une part que ça ne serait pas son métier et à qui on avait d'autre part martelé qu'il serait toujours un incapable dans ce domaine.
Réapprendre sur le tas avec cette vieille machine pour le coup très mécanique est thérapeutique et pédagogique. "L'éloge du carburateur"
Merci pour les références, je garde ça sous la main.
Et encore merci pour les conseils.
Je pense aussi a posteriori que la pièce peut encore être utilisée, mais oui si pour 40€ j'arrive a la ressortir neuve et fonctionnelle ça se tente.
Aggelos :
Le raisonnement était néanmoins cohérent avec une logique de maintenance "évolutive" quand on décèle un défaut, qui engendre une usure "précoce" , on essaye de le corriger.
Deux erreurs classique dans ce type de situation peuvent être un mauvais diagnostique de la cause de l'usure (ça arrive, c'est pas toujours facile à voir et à comprendre) et induite un problème imprévu lors de la modification.
Rien d'idiot dans la démarche, des erreurs que même des techniciens professionnels peuvent faire.
J'ai été technicien de maintenance en industrie pendant plus de 10 ans...
MaderaMan j'ai peut être été dur avec le mot "idiot" 
La véritable idiotie ça aurait été de continuer avec mon idée de base sans la confronter aux connaissances des gens du métier ou du terrain, ou sans les écouter. Le problème classique de l'intellectuel dans sa tour d'ivoire.
Mon mentor m'a appris "on ne trouve pas de bonne réponse si on ne pose pas les bonnes questions".
En l'état, l'exercice est plutôt une grande réussite pour moi.
J'ai la réponse à ma préoccupation initiale qui était "pourquoi ça fonctionne pas bien et ça détruit tout".
Il y a de la maintenance évolutive. Pas nécessairement sur la pièce elle même, mais sur son procédé de fabrication, qui peut potentiellement la rendre plus abordable pour tout le monde s'il fonctionne.
Et j'apprends énormément !
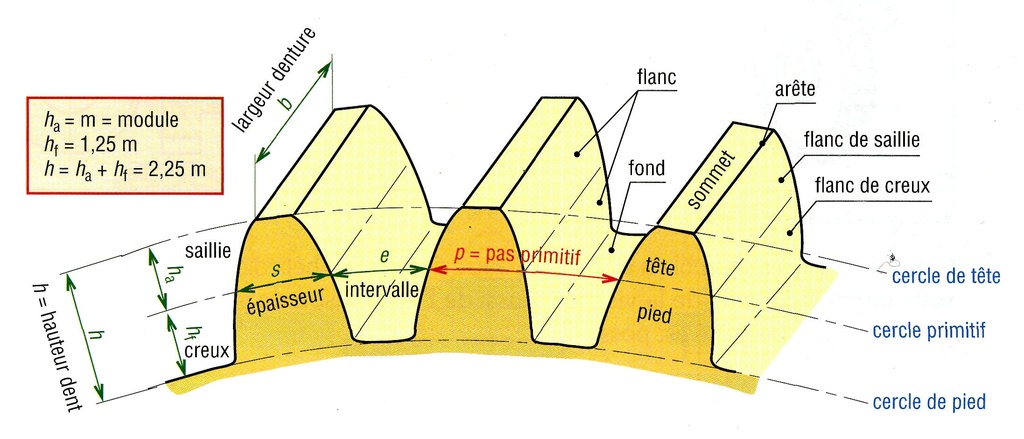
En quelques jours, j'ai découvert l'existence des bagues de guidage auto-lubrifiantes, comment on usinait classiquement un engrenage, comment calculer le module d'un engrenage a développement, la norme DIN associée, j'ai une idée plus claire du dimensionnements des rondelles et circlips, et je sors pour la première fois un truc concret avec FreeCAD.
Des milliers d'euros d'heures de formation pour pas un rond, les mains dans le cambouis, en réfléchissant à un puzzle concret.
Mes remerciements à tout le monde ici sont sincères, c'est une chouette expérience
Je crois que je vais investir dans une formation FreeCAD. Ça fait des années (dizaines  ) que j'essaye de m'y mettre au dessins méca en CAO, en auto-apprentissage, à chaque coup ça m'agace et je reviens au crayon à papier... Je sais que j'ai tord... mais...
) que j'essaye de m'y mettre au dessins méca en CAO, en auto-apprentissage, à chaque coup ça m'agace et je reviens au crayon à papier... Je sais que j'ai tord... mais...
En étant guidé, j'y arriverait peut être.
Aggelos Bonsoir,
ça fait plaisir de voir des gens qui découvrent et s’enthousiasment pour un domaine nouveau (encore que...).
Mais à propos, on attend toujours les photos de la partie en cause ! 
N'hésite pas à revenir, c'est avec grand plaisir qu'on transmettra nos connaissances !
Pour info, je suis aussi dans un Repair Café, avec l'objectif d'apprendre aux gens à réparer leur matériel.
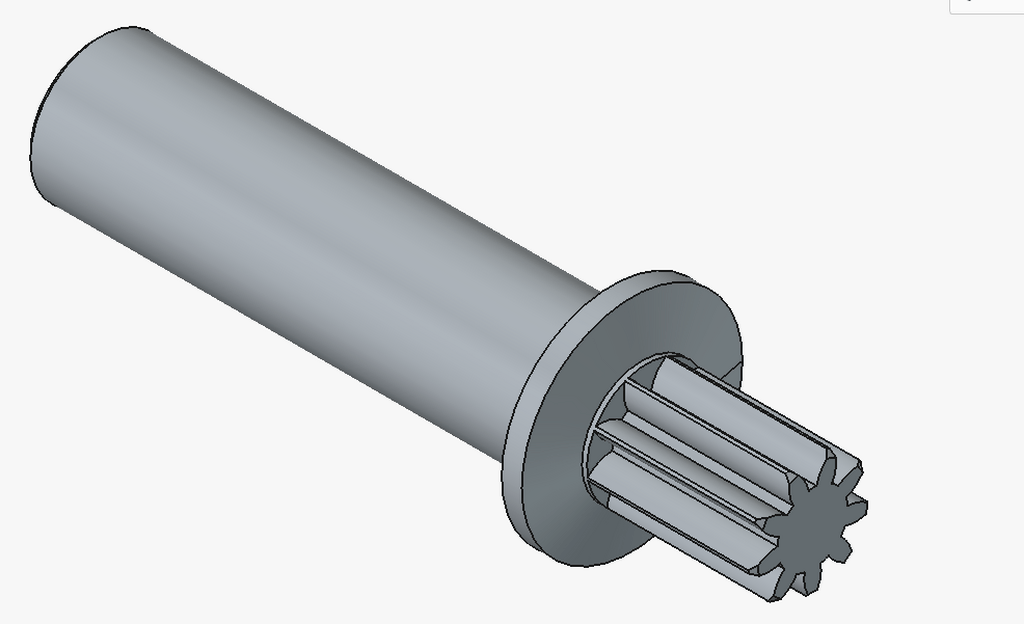
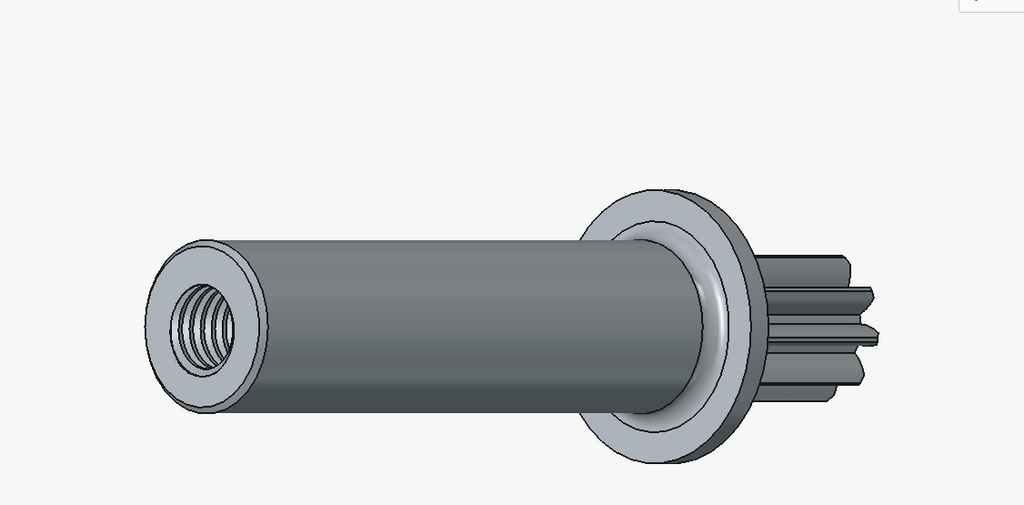
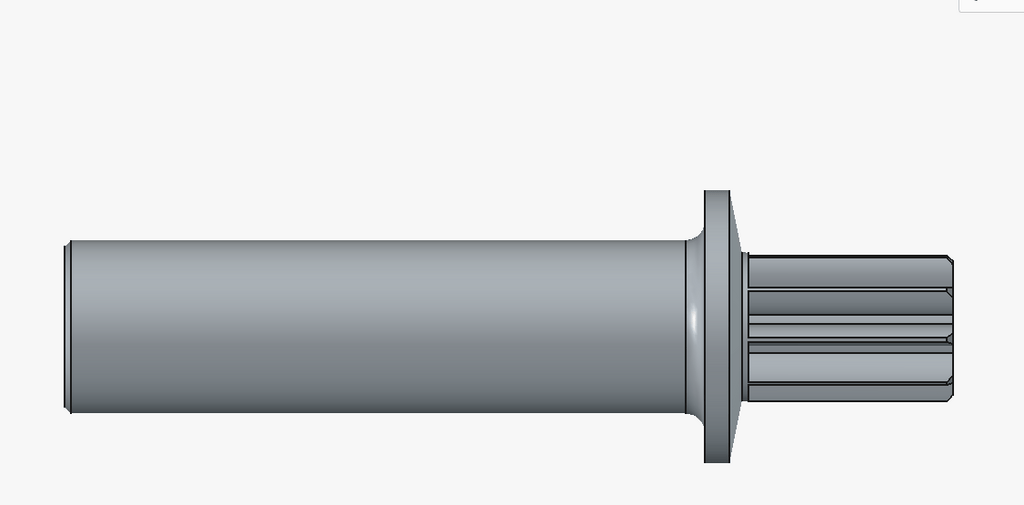
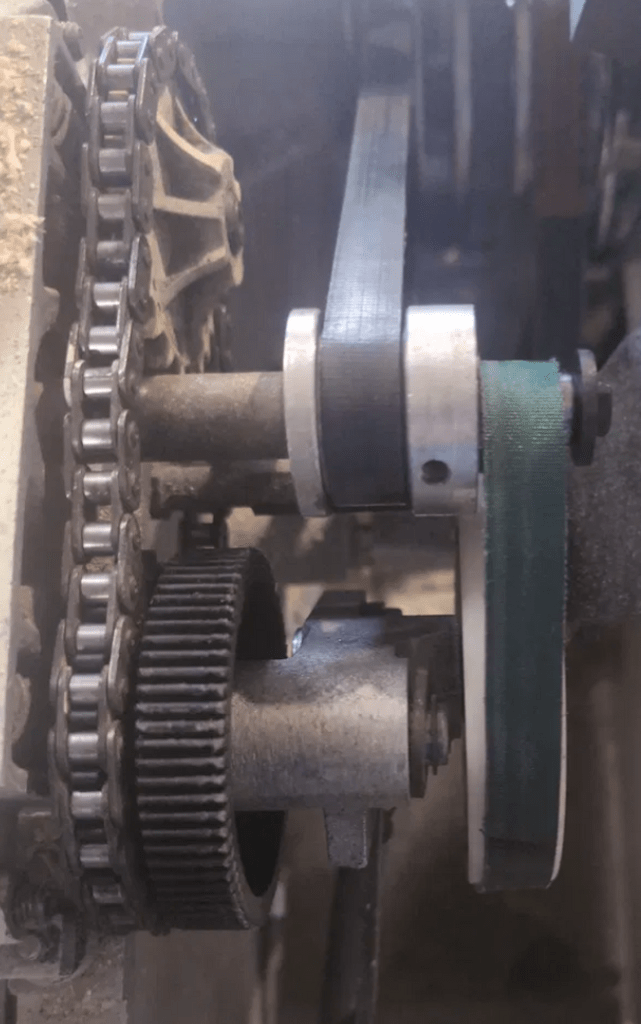
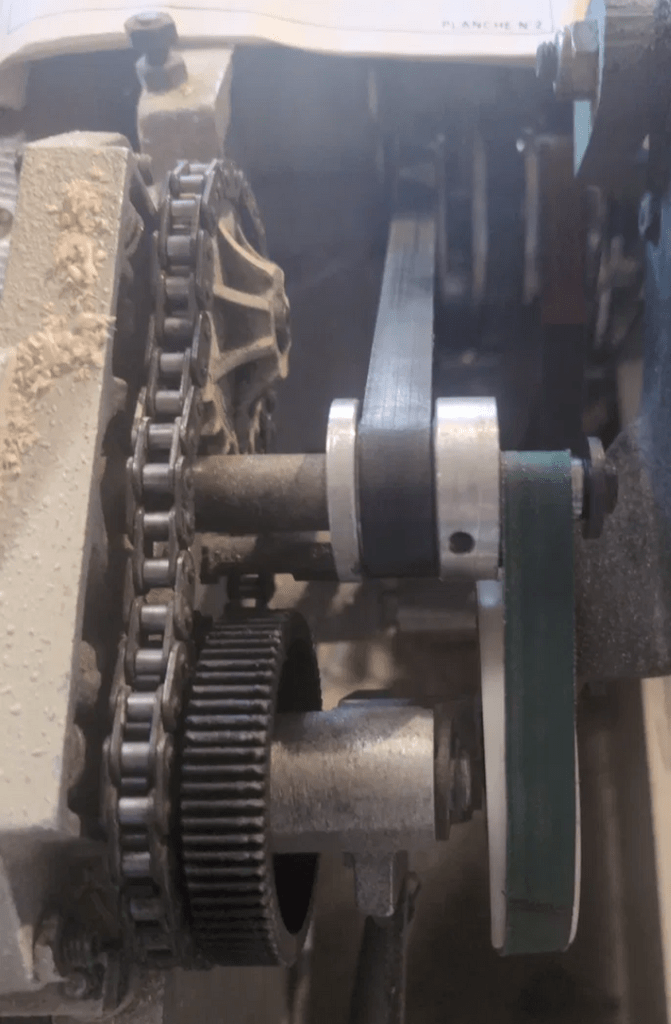
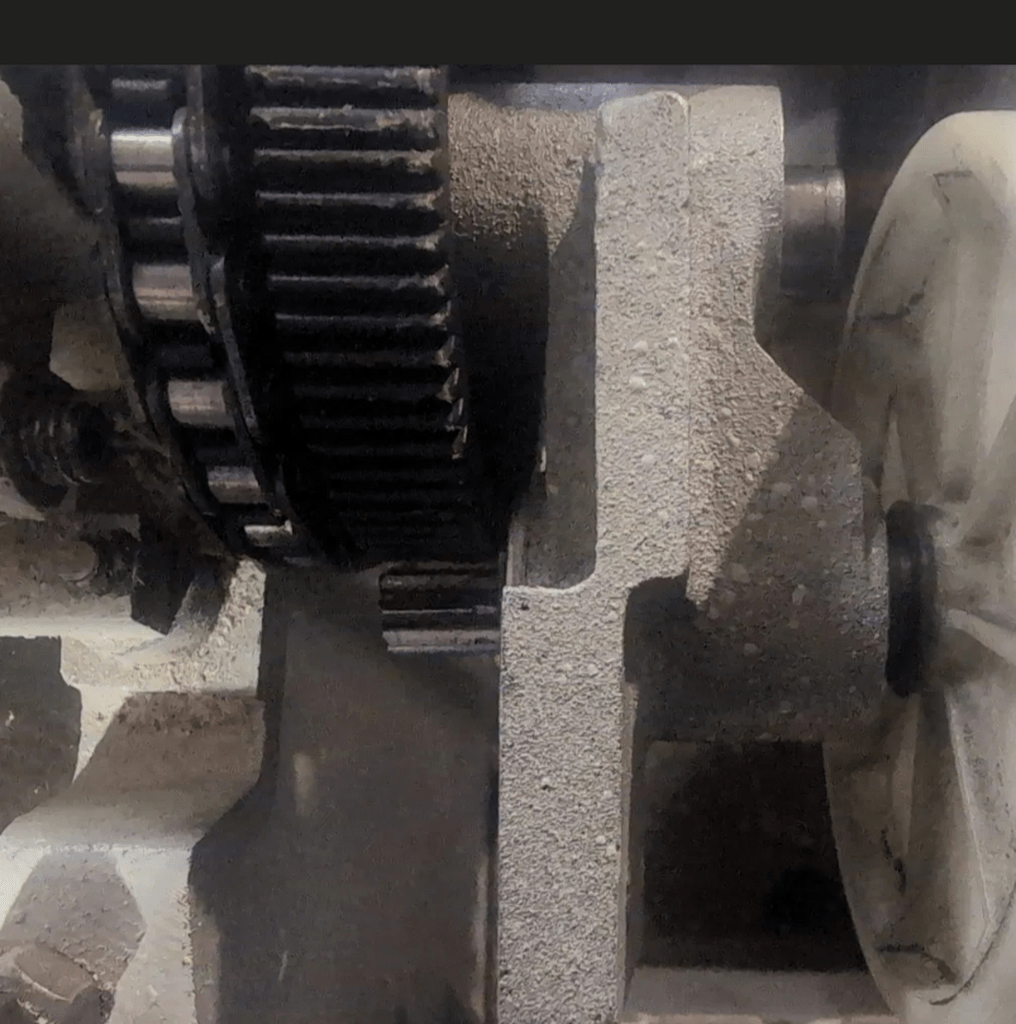
andrefy quelques photos pour illustrer
Sur les deux premières j'avais identifié bien avant les réflexions sur la pièce le défaut de parallélisme et le jeu axial entre le mécanisme embrayé et le mécanisme débrayé
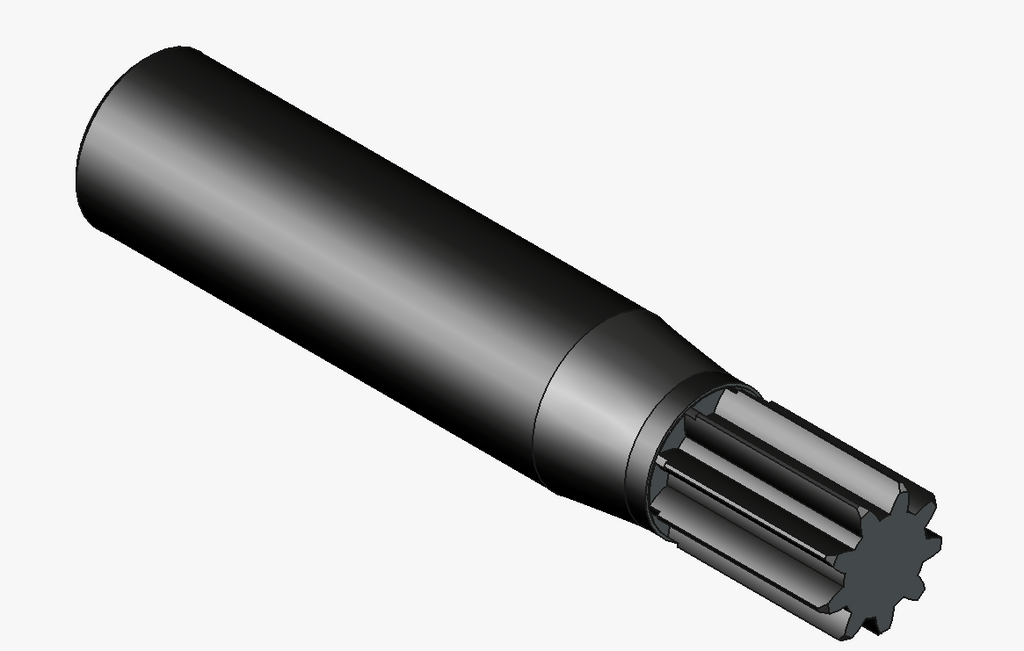
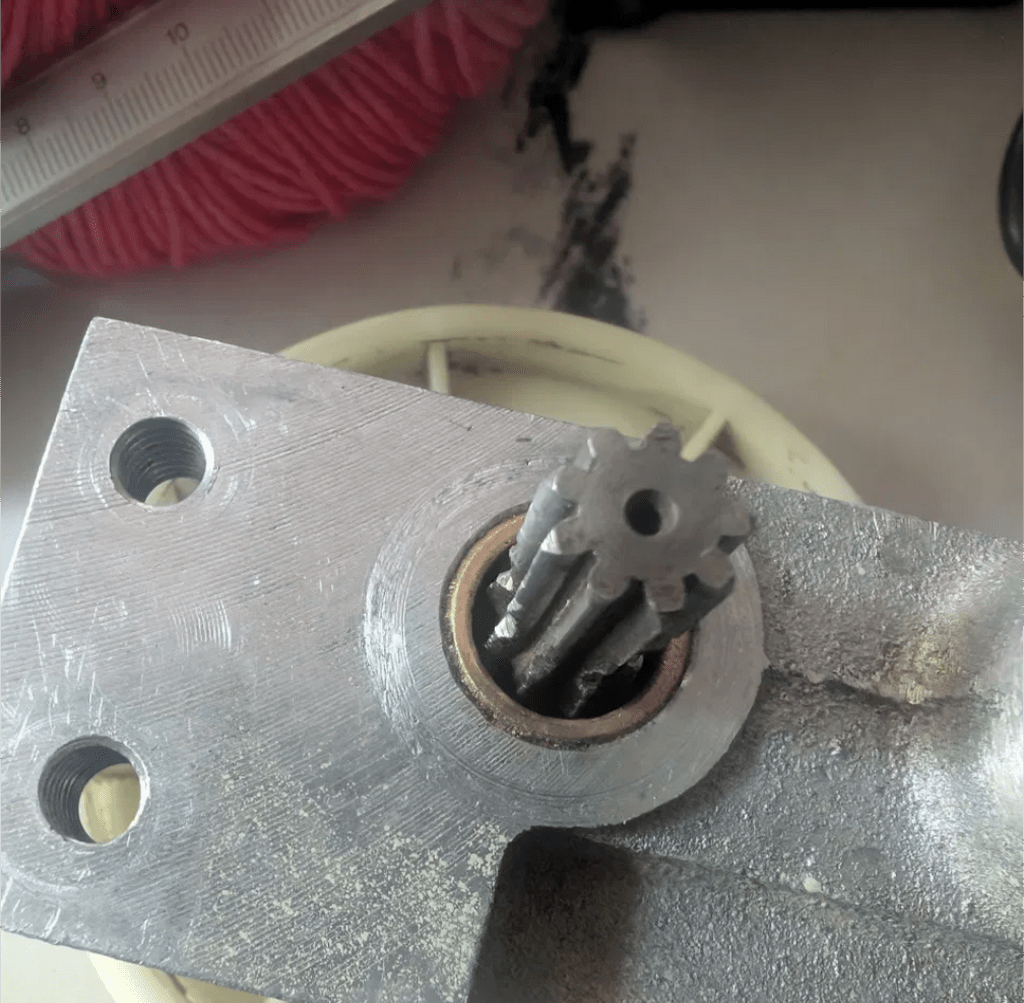
Sur la troisième on voit les dents de la pièce qui ressortent en bas à gauche, ça montre comment elle engrenne avec la suivante (en plastic, celle dont le modèle a imprimer a été publié ici)
Sur la quatrième on voit comment une des bagues de guidage est posée. On ne voit pas le vrai problème : celle de l'autre côté n'est plus en place serrée, elle coulisse dans l'alésage.
Le problème, c'est que c'est l'autre qui a le plus d'appui et limite le jeu axial, alors que celle qu'on voit la a une liaison avec moins de contraintes vu qu'avec la forme conique on n'a plus une surface cylindrique d'appui, mais un cercle (rotule vs cylindre, plus de libertés)
J'espère que ça satisfait ta curiosité, je n'ai pas d'autres photos, aujourd'hui j'ai préféré repasser au bois qu'au métal loo
Merci !
La bague coté poulie est celle qui encaisse le plus d'efforts radiaux. Si elle glisse, c'est que l'arbre l'a probablement laminée. Elle doit être montée serrée. Au besoin, colle-la avec un Loctite 635, ou 660 si tu as beaucoup de jeu (> 0,2).
Comme tu avais du jeu, les deux arbres n'étaient plus parallèles et la transmission poulie-courroie tirait donc l’arbre vers l'arrière, faisant frotter la rondelle contre la face du carter (on voit les traces), et chassant l'anneau élastique. Et comme une rainure de "Circlips" n'est déjà pas très profonde, porter sur le sommet des dents offre très peu de matière résistante.
Une suggestion pas très académique : on pourrait refaire la gorge de ton arbre actuel, plus profonde. Un "Circlips" de 13 aurait peut-être un peu de mal à se monter, mais un anneau E se monte radialement, donc pas de soucis.
L’arbre a 9 dents, donc module 1,25, ce qui donne un diamètre extérieur de 13,75 (et non 14 !) ; diamètre à fond de denture 8,13. On peut donc partir sur un anneau E de 12, avec gorge de 9,6. Le diamètre extérieur de l'anneau sera de 18, ce qui assure une porte correcte sur la rondelle. Perso, je tenterais bien cette solution, elle pourrait bien t'enterrer si tu n'es pas un pro !
andrefy "Comme tu avais du jeu, les deux arbres n'étaient plus parallèles et la transmission poulie-courroie tirait donc l’arbre vers l'arrière, faisant frotter la rondelle contre la face du carter (on voit les traces), et chassant l'anneau élastique. Et comme une rainure de "Circlips" n'est déjà pas très profonde, porter sur le sommet des dents offre très peu de matière résistante." -> on est d'accord, c'était ma conclusion a ta première réponse.
Ça va être moins simple que mettre de la lecture cela dit, parce que si elle glisse bien, par contre elle reste coincée dans l'alésage (elle glisse vers le centre mais pas vers l'extérieur). J'ai pas d'outil pour l'arracher, par contre j'ai un étau et une perceuse à colonne, un pistolet à air chaud et la possibilité de tourner un outil pour chasser les bagues dans un bout de buis, j'ai cru comprendre que ça pourrait suffire pour les sortir et les remettre en pression avec les moyens du bord
"L’arbre a 9 dents, donc module 1,25, ce qui donne un diamètre extérieur de 13,75 (et non 14 !)"
Alors si je suis les tables DIN (c'est l'idée non? Chercher pour 9 dents les dB et modules qui correspondent ?), plus probablement 1, parce que mon diamètre extérieur est proche de 12 sur les dents (14 c'est plus loin). J'aimerais beaucoup savoir comment tu es arrivé aux deux diamètres !
Bonsoir,
Alors je radote ! J'avais cru voir quelque part que tu parlais d'un diamètre 14, mais je ne retrouve pas.
D'un autre coté, cela me rassure, car le module 1,25 n'est pas très utilisé ! Mais un module 1, cela donne pour diamètre extérieur 11 (m(z+2)), pas 12. Avec quoi mesures-tu ?
J'avoue avoir du mal à comprendre comment la bague peut simultanément "bien glisser" et "rester coincée" ! Une bavure sur le palier ?
Pour démonter, tu prends une rondelle bien épaisse, de diamètre proche du diamètre extérieur de la bague, et tu fait deux plats pour la rentrer dans la bague. Tu la bascules alors derrière la bague et tu as un appui pour la chasser (ou la tirer !)
Bonjour MaderaMan,
Je vous invite à consulter ma playlist "découverte de FreeCAD" sur ma chaîne Youtube "Clément CLARISSE - Clem En 3D" car j'y aborde de la CAO paramétrée avec des formes dites "primitives géométriques", c'est infiniment plus simple et moins frustrant que la CAO "traditionnelle" avec esquisseur 2D et solveur de contraintes (même si celui-ci s'est beaucoup amélioré...)
andrefy j'ai beau eu retourner la question dans tous les sens, ça ne semble pas être aux normes DIN 5480.
Pour la mesure : pied a coulisse analogique (je préfère, pas confiance dans les machins numériques) trois points (nombre de dents impair), triangle isocèle, diamètre du cercle circonscrit.
Mais, de base, la mesure au pied a coulisse est 11,6 mm
Pour la bague, elle a du être poussée vers l'intérieur de l'alésage, et la bas dedans elle glisse. Par contre si j'essaie de la faire sortir alors a nouveau dans la partie où elle devrait être serrée elle coince, ce qui est bon signe pour l'alésage lui même.
Je retiens l'astuce de la rondelle ! Super ça va aider !
Denture déportée, alors ? Mais c'est très étonnant, on fait ça lorsqu'on a des contraintes d'entraxe, boite de vitesses par exemple. Pas ici !
Ou alors une denture anglaise en pouces ? Ils en sont bien capables chez Lurem...
andrefy en même temps la DIN 5480 était pas vieille quand la machine a été conçue, ils ont peut être tout simplement pas appliqué, surtout quand tu connais les prix des cahiers de normes parfois.
De ce que j'en vois, ces mécanismes de réduction débrayables pour les entraîne de rabot Lurem c'est quand même un gros point faible des machines, avec pas mal de demandes d'usinages, des boutiques Etsy qui impriment des pièces, et des mecs qui ont laissé tomber et ont remplacé par des moteurs DC 24V secondaires...
C'est visiblement pas là où l'ingénierie est la plus solide, c'est aussi pour ça que j'ai osé imaginer que c'était mal conçu.
La bonne nouvelle c'est que j'ai pas non plus 100% besoin de suivre la norme a priori, je ne pense pas que Gnieark qui a conçu la pièce imprimée 3D en face aie suivi la DIN 5480 non plus (mais je vérifie avec lui).
Je pourrai importer la pièce 3D qu'il a modélisée dans FreeCAD et voir comment les deux interagissent avant d'envoyer en fabrication
Licence
