
Bonjour,
Notre cnc nous cause quelques soucis de précision. Sans aucune raison apparente le système rajoute 1,5 mm en linéaire, et 1,5 mm au rayon par rapport au côté du plan. Côté mécanique la machine à été entièrement démontée avec un contrôle du jeu sur les vis à bille ( elle ont d’ailleurs été remplacées vis et galet).Tous ce petit monde tourne sur Windows 10 22H2 (les soft n’étant pas dispo pour Linux ou Mac OS )Mach3 3.043.62 version anglaise pour l’usinage, côté dessin Fusion 360 et Vetric 10.5.
Je ne comprends pas ce qu’il se passe.
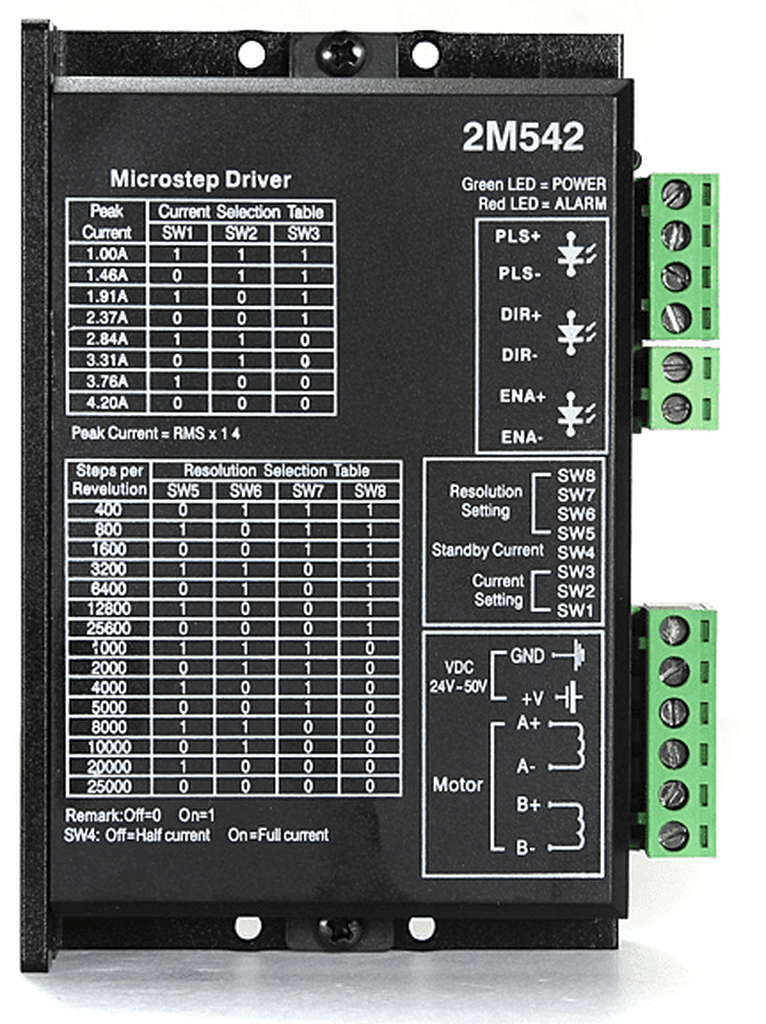
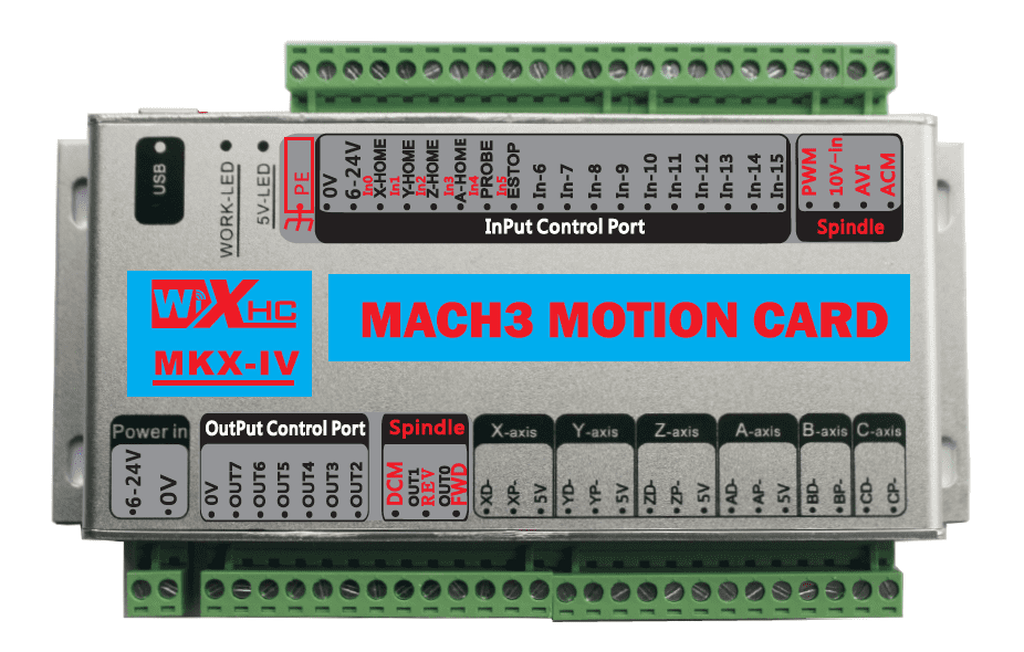
Je joins quelques images des cartes à tout hasard.
Merci d’avance.

5 réponses
calibrage, étalonnage
metabricoleur....1000px-tutoriel
Merci MoFran !J'ai vu ce poste sur metabricoleur et je m'y suis collé pas mal d'heure. Oui ca améliore la precision.
Par contre ce qui m'interpelle avec le script de calibration de mach 3 tous les déplacements sont oK Si je demande 100 mm j'ai ce déplacement très précisément. Avec un comparateur on peu même arriver à des déplacements de 0,01 mm sans soucis. Mais une fois sorti de Fusion 360 ou tout autre logiciel de CAO l'erreur se produit.
J'irai p0oster sur MB a ta place, parce que tu as essayer les difonctionnements simples et la tu es peut être partit pour quelque chose qui a besoin de suivi
C'est +1,5 mm quelque soit la dimension de la pièce ?
Comme benjams, je dirais que c'est peut-être tout bêtement que le diamètre de la fraise a mal été paramétré.
Merci Kentaro ! peu importe la dimension de la piece.
Le phénomène se produit également dans les entraxes entre deux trous ou carrés.Toutes les cotes sont impactées.
Bonjour,
Votre CN, elle à toujours fait cela, ou bien c'est apparu brusquement, ou bien petit à petit ?
Il doit y avoir un paramètre de configuration machine, qui s'appelle compensation ou rattrapage ou backlash. Ce paramètre ajoute une surcote pour compenser les jeux lors de l'inversion du sens.
Selon l'origine et l'apparition du Pb, il peut y avoir d'autre explication !
Merci Vertaco !C'est apparu brusquement et d'ou le démontage et le remplacement des vis et galet à bille. Ils en avaient besoin.
La vis et le galet sont de qualité, matériel Suisse.
Alors l'anti backlash de mach 3 avec une vis à bille je ne conseille pas. La machine attrape un comportement des plus bizarre .
Alors, je testerai un GCode, rentré manuellement, avec un G1 x100,y100,z100. Tu mesure les déplacements: si valeur exacte, alors le Pb est à chercher du coté de Vetrix, si valeur erronée alors config de Mach3.
Merci Vertaco c’est-ce que j’ai faites les déplacements sont juste.d
Donc ça proviendrait de Vetric et de Fusion 360.
Salut
Les jauges de tes outils sont bien rentrées (je sais pas si ça se fait sur les CN bois) ? Tu choisis bien le bon outil quand tu genères le gcode ? C'est a ça que me fait penser ta surcote automatique, c'est comme si tu usinais avec un outil qui a un rayon inférieur de 1,5mm a celui que tu dis au programme d'utiliser
Merci benjams !Le paramétrage de l'outil est correct dans fusion 360. Je suppose qu'il n'y a rien a faire coté mach3 pour le réglage de l'outil.
Je crois qu'il est possible de configurer des compensations d'outil dans Mach3, est-ce que par hasard tu n'en aurais pas configuré ?
Dans ton G-Code la sélection de l'outil correspond à qqch comme: T1 M6 (ici l'outil n°6). Si dans Mach3, une compensation de 1.5mm est configurée pour cet outil, cela pourrait peut-être expliquer le comportement.
Justement la compensation d'outil se trouve dans Mach3. Dans Fusion tu détermines juste un identifiant pour l'outil qui sera ensuite utilisée dans Mach3
Stradivari un très grand merci pour aide.Tu as mis le doigt dessus. J’ai supprimé le T1 M6 dans le Gcode de fusion 360 et là je suis pile aux côtes. Bien vu l’ami!
Licence
