
Je te conseille la lecture des petits livres très instructifs de Bruno Meyer sur l'utilisation de la toupie.
lairdubois.fr/...s:"Bruno Meyer"
Ta demande : "Dernier point, un démontage aisé du chariot de scie."
Je n’imagine pas démonter le chariot de la Lurem CB 310 SL. Le réglage de co planarité avec la table de scie-toupie est tel un casse-tête qu'une fois fait, on n'y revient surtout plus.
Tu veux peut-être parler du cadre de sciage à format, qui se pose sur le bras de levier et se fixe contre le chariot. Sur la Lurem, pose et dépose prennent moins de deux minutes.

Bravo pour être arrivé au bout avec toute la précision requise.
Malgré tous mes efforts pour bien découper, il arrivait toujours un moment où j'accrochais avec la scie à placage. Râlant quand on est comme toi à la partie la plus délicate, recouper les bandes.
Du coup, j'ai essayé à la découpeuse laser, en m'aidant de petits aimants néodymes pour éviter que le placage ne se relève une fois libéré.
Bien évidemment, le positionnement est crucial, mais en s'aidant d'équerres pré-découpées, ça se fait bien.

Le site Topomiller est très bien fait, y compris sa page de conseils de fraisage.
Le seul inconvénient que je vois à ce type d'usinage, c'est la gestion du "peluchage" en finition dans les tout petits coins.
Je m'étais essayé sur un motif d'ondes que j'avais dessiné avec Fusion et je me souviens encore de la galère du ponçage manuel dans les coins et les angles (c'était du hêtre)
Il doit falloir un bois au grain très fin (fruitier ?) et l'utilisation de fraise à faible rayon doit engendrer des temps d'usinage assez longs.
Je serai curieux de voir ton retour d'expérience.


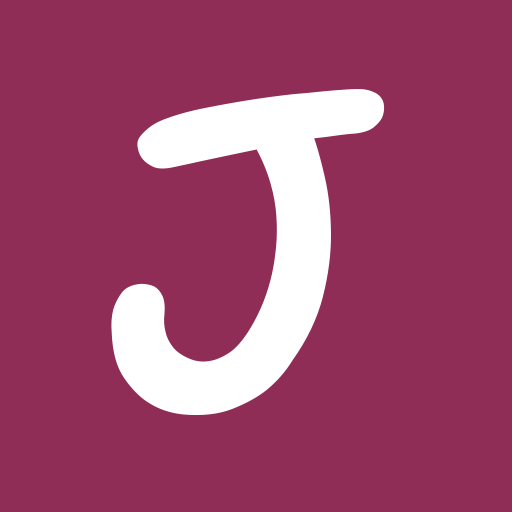
Ce sont 5 patins de réglage en POM et vis M8x60. Percés radialement tous les 60° pour faciliter le dévissage. Inserts m8x15 dans la lice basse. Contre écrou amincis. 25 mm de jeu à compenser (bienheureux d'avoir vu un peu large car on a découvert que le plafond n'était pas parfaitement plan et il a fallu visser encore pour déplacer l'ensemble)



Merci pour vos réponses.
Chez Auro, on m'a mis en garde : leur huile dure blanchie laissait quand même transparaître le blanc qu'ils ajoutaient à l'huile. Pas de petit conditionnement pour tester.
Chez Oléobois, m'ont-ils dit, le plus sûr était de tester un échantillon. En plus, j'ai découvert en le commandant que l'envoi est grauit, bonne pratique ! Je ferai donc un retour.
Suivant le résultat, je verrai pour me tourner vers la scandic oil d’oli natura. Leur vidéo est convaincante.
Dubitatif sur l'OléoBlanco, échantillon testé ce matin. J'ai commandé OLI NATURA Scandic Oil 1L, huile neutre, effet bois brut "POUR MEUBLES", en Allemagne, via Ebay.
Merci JACQ22 !
Le vernis mat V33 a en effet bonne presse. Mais une huile aurait ma préférence.
Merci mofran et Medalegno. Je n'y croyais pas trop, mais si ça vous semble plausible, la méthode me parait plus rapide et plus aisée à mettre en oeuvre.
Quand au modèle, bien qu'adepte de Freecad, jutilise aussi Fusion (le seul gratuit à pouvoir faire du tournage avec un mini tour CNC grbl). Mais je n'étais arrivé qu'à faire des gouttes, pas des vagues ondulantes.

Encore merci, je vais y plancher. Et j'ai aussi rejoint le groupe Frogg et ce matin pu télécharger la fiche Fusion Ondulations. Très didactique et en français pour bonus.
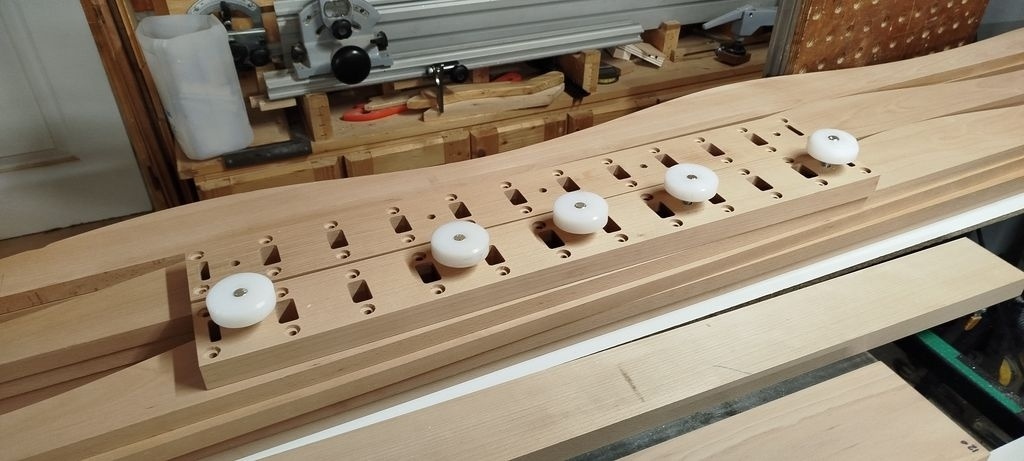
Alors, je me suis lancé sur une version réduite en 168x112x22 mm du fichier stl déjà montré.
Appui des 24 cubes de 28 mm sur une équerre + bandes martyres et serrage sur les 2 côtés. Pas de collage double face.
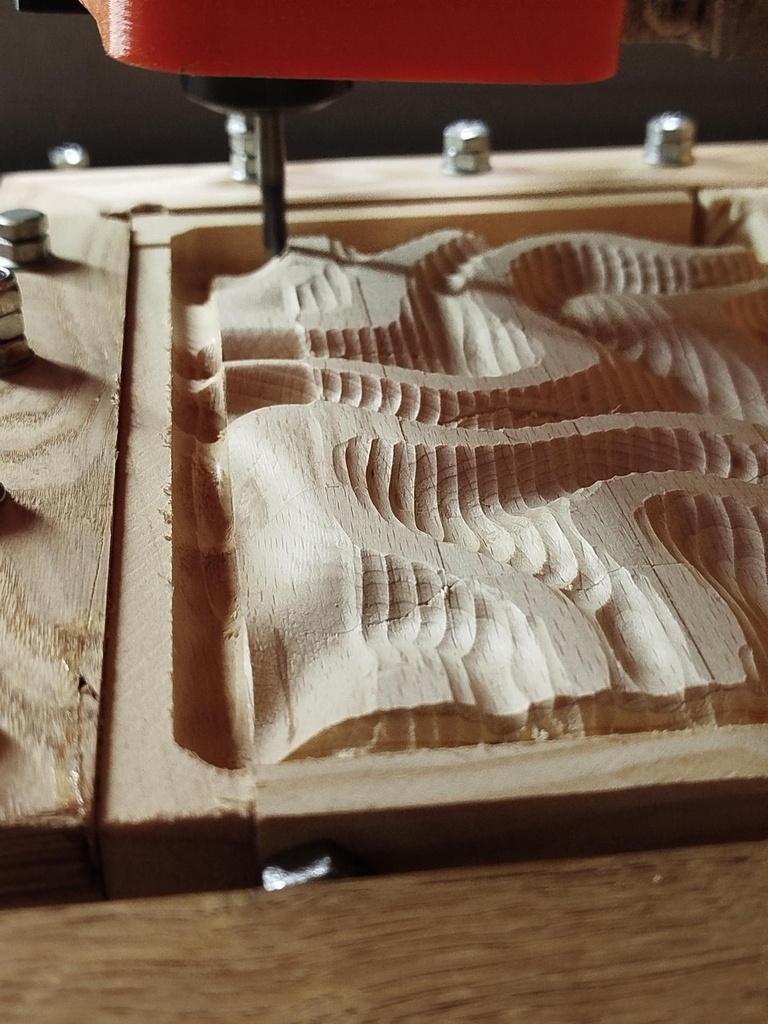
Usinage avec fraises hémisphériques de 8 (ébauche) et 6 (finition).
C'est très bien sorti (quasi pas de ponçage), avec quelques éclats (ébauche en passes de 2 mm peut-être un poil trop agressive ?)
Finition : j'envisage un vernis mat aérosol ou aérographe.
Prochain puzzle avec mes formes sur Fusion.
Si quelqu'un rest intéressé, je ferai un pas à pas détaillé du dessin à l'usinage.



Si la base avait été arrondie, effectivement, ça aurait pu être l’œuf à repriser les chaussettes.
En fait, tout était dans le titre !
Une inspiration de Woodfrogg
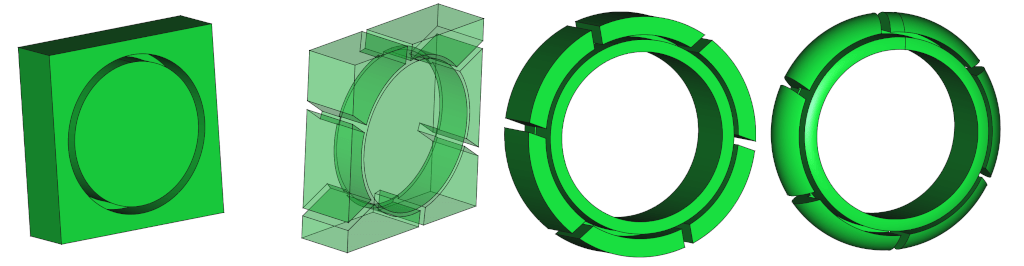
Support de lunettes

cf Précision d'emblée : un usage qui n'a RIEN de fondamental 

Joli coup de gouge pour la cloche. Chapeau

Voilà comment j'imagine l'avancée du projet
Charlycoud Merci pour les explications détaillées. A la défonceuse, on n'est pas limité pour le diamètre comme au tour.
FAO avec Cambam-Mach3
Ondulations
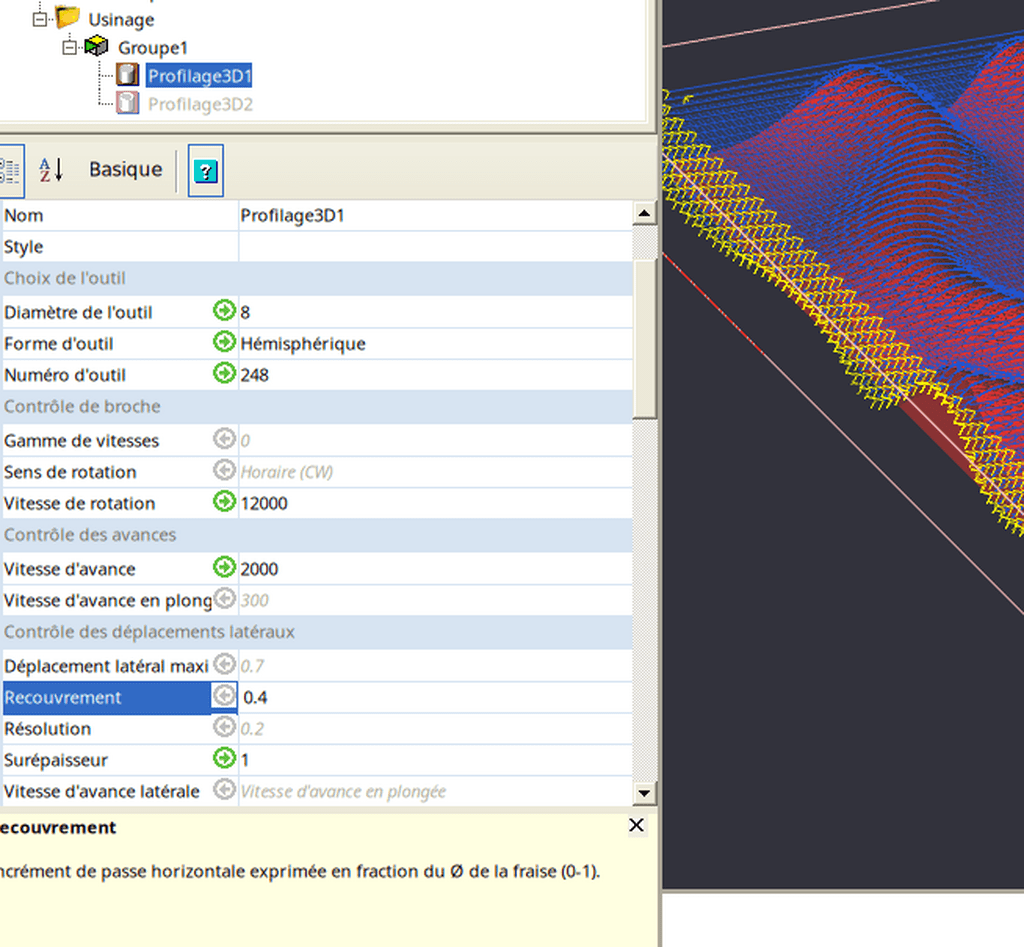
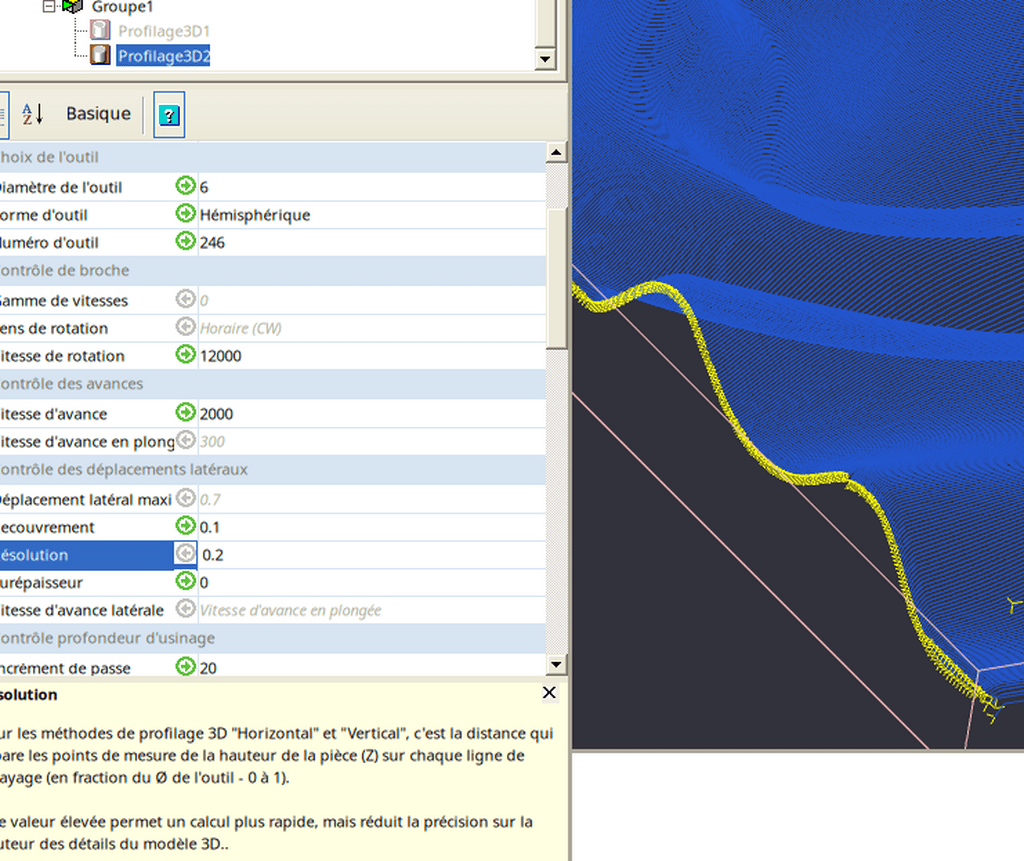
2 opérations de balayage vertical
Ebauche : fraise hémisphérique de 8 ; 12 000 tr/min ; Avance 2000 mm/min ; recxouvrement 0.4 (incrément en fraction du diam de la fraise) ; résolution Z 0.2 ; passes de 2 mm ; surépaisseur 1 mm
Finition : fraise hémisphérique de 6 ; 12 000 tr/min ; Avance 2000 mm/min ; recouvrement 0.1 ; résolution Z 0.2 ; 1 passe
Gouttes
Ebauche lignes de niveau : fraise cylindrique de 8 ; 12 000 tr/min ; Avance 1400 mm/min ; recouvrement 0.4 ; passes de 2 mm ; surépaisseur 0.5 mm
Finition balayage vertical: fraise hémisphérique de 6 ; 12 000 tr/min ; Avance 1440 mm/min ; recouvrement 0.1 ; résolution Z 0.2 ; 1 passe
Quand le profil s'y prête (pas trop de détails), j'ai remarqué qu'on a tout intérêt à utiliser un gros diamètre, la finition est meilleure. D'ailleurs, pour les ondulations, il n'y a eu qu'un léger ponçage au 180.
Par contre, pour les gouttes, il y a eu du ponçage manuel dans les angles. Je ne suis pas descenbdu en dessous du diamètre 6 car c'était déjà 1h37 d'ébauche et 3h28 pour 500x360x21 mm.
Ça m'a rappelé le clin d'oeil d'Olivier Gomis (à 2'27'')
youtube.com/wa...h?v=_U7aILy9qO8