
Vincent Mathieu C'est justement inspiré de cela... mais en bien moins cher. (Connaissant les tarifs de Martin ou Altendorf, 300€ me parait peu).
Pour la butée en longueur, j'y rajoutais un guide en bois, sur lequel venait se fixer une butée comme celle-là (ci-dessous), tout cela tracé et vérifié manuellement, c'est vrai. Il ne faut donc pas avoir trop de différentes longeurs.
Mais une version avec un guide alu et butée qui y soient adaptées est aussi possible, en guise d'amélioration.
Ci-dessous, ce que j'utilisais il y a longtemps, sur une scie à onglet. La butée étant reversible, pour être à 45 ou à 90°. Et le guide et butée escamotable qui a remplacé tout ça. Tout cela étant adaptable sur le guide d'angle proposé. 



Vincent Mathieu
Celui-là a au moins l'avantage (et pas des moindres) qu'une fois fabriqué et parfaitement fixé à 45°, panneau sur tasseau, ça prend 20 secondes à mettre en place, et aucun réglage n'est nécessaire.
Et comme dit plus haut, même s'il y a une erreur de quelques dixièmes de degrés, elle est répercutée et compensée sur l'autre coupe.
Après, quel que soit le guide, il y a toujours un risque que la pièce à couper ne soit pas parfaitement plaquée et maintenue au guide ou pas parfaitement droite. Mais ça, c'est plus au stade de l'utilisation, qu'il faut bien y veiller.
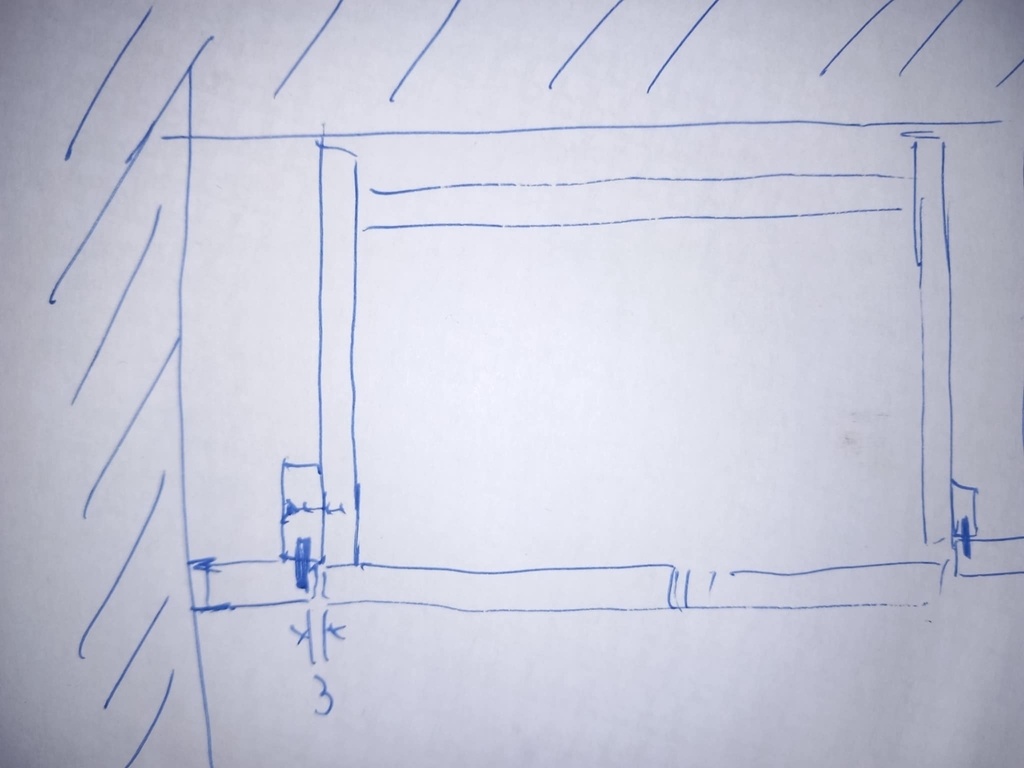
Si c'est entre 2 murs, des fileurs sont impératifs, pour ajuster proprement aux murs, déjà, mais aussi pour arriver à entrer le meuble dans les toilettes !
Voir schéma ci-dessous (désolé pour la piètre qualité, je viens de le faire vite fait, en direct)
Il semble parler d'un porte outils en particulier. Mais difficile d'en savoir plus sans voir le porte outils concerné et ces fers dont certains seraient plus petits, dit-il.
Peut-être celui à plates bandes...
Et fixer l'équerre dans un rail vertical. Mais pris en angle, comme on le voit, aucun risque.
Un poids constitué de ce que décris n'a rien d'exceptionnel.
Malijaï Mathismichl Je parle bien du "rail" qui sert de structure au placo, qui, s'il est fait dans les règles est vertical et derrière le placo.
C'est une technique habituelle, que "d'aller le chercher", et s'y fixer. Pour le repérer, passer un aimant sur le placo.
Je ne parle pas de rajouter un "rail", ou qu'on appellera plutôt "montant" visible ! Ça n'est aucunement nécessaire.
Mathismichl
Tu n'as aucunement besoin d'aller chercher le mur porteur, pour un tel plan de travail, d'autant plus qu'il est supporté en bout, à droite, et que de l'autre, tu prévois un support en équerre... sauf à vouloir y monter et sauter dessus, bien sûr 
Pour ce faire :
. Repérer le rail métallique, avec un aimant, et fixer ton équerre avec des vis en traversant le placo.
. Pour le tasseau horizontal, soit tu recherches aussi les rails, soit tu te contentes de chevilles à placo, ou un cumul des deux. Et si tu veux te rassurer, tu colles en plus le tasseau.
Et tu poses ton plan de travail dessus.
Aucun besoin d'aller rechercher des solutions extrêmes pour un plan de travail de ce type, ni chercher le dur, ni rajouter des montants collés au placo, de façon visible, comme j'ai lu ailleurs.
Mathismichl
Pas "visser dans le placo" justement ! (Là, pour le coup, tu risques des problèmes )
)
Mais plus exactement, visser dans les rails métalliques qui servent de structure, à travers le placo. Ou alors visser dans des chevilles spécifiques pour ce type de matériau.
Mathismichl
Pour aller visser dans les rails, épaisseur du placo et tasseau compris, idéalement, des vis à placo, ou vis à tôle, mais suffisamment longues.
Mais des vis classiques à bois peuvent faire l'affaire, ce qui évitera d'acheter une boite de vis spécifiques, dont tu n'auras que rarement besoin. Et en collant le tasseau en plus, tu sécurises le tout.
Attention à ne pas visser avec trop de vitesse, ce qui risquerait l'arrachement dans le rail.
Pour les chevilles, il existe plusieurs sortes : "Molly" (mais il te faudra une pince), à bascule simple ou double. Mais pour ces 2 modèles, il faut utiliser de la vis métal.
Plus pratique, car on peut y utiliser des vis à bois, la "queue de cochon", ou celles que je préfère, les chevilles à expansion en plastique (ou à ailettes).
Le cerisier ! Moi aussi, c'est ce à quoi cette bonne odeur me fait penser. Et les quelques reflets verdâtres (que je ne connais que dans le merisier) dont je parlais hier, également.
Mais est-ce un arbre utilisé/adapté pour des plantations en alignement en bords de rues ou routes, comme à ce type de taille ?
À noter que j'ai aussi des pièces de cerisier en stock (d'une autre provenance, et de couleurs bien plus variées et classiques pour cette essence, du jaune très clair jusqu'à un orange assez foncé, sans oublier ces zones légèrement vertes), encore avec l'écorce. Et celle-ci n'a rien à voir.
P.S. J'ai rajouté des photos des couches internes de l'écorce, d'un aspect assez peu commun, il me semble. Si ça peut aider...
cocoM
La piste d'une variété de cerisier, adaptée ou utilisée en arbre d'alignement et taillé de la sorte, semble la plus intéressante à ce stade, en effet.
À noter que le bois n'est plus si "vert" que ça. Ça doit faire un moment qu'ils sont coupés, vu les couleurs des bouts, et qu'ils ont trainé à droite ou à gauche depuis.
Pas sur une longue distance, non.
Mais à l'époque, je l'avais déménagée plusieurs fois, et on la portait à 2, du sol à un fourgon, une remorque, ou sur une palette, sans problème.
Je ne sais quel est le poids réel de la C2600, un peu que la C2100, puisqu'avec 5cm de plus de tables de dégau et raboteuse.
Mais ces poids annoncés le sont y compris socle et tous les accessoires (tables, guides divers, protecteurs, etc.).
De mémoire, la C2100 fait dans les 150kg, dans ces conditions, auxquels il faut donc enlever de l'ordre de 30 à 40 kgs.
EDIT : 175 kgs annoncé pour la C2100, retrouvé dans une doc. Par contre, poids introuvable pour la C2600. De 10 à 15 kgs de plus, je pense, ce qui approcherait des 200, mais toujours tous accessoires compris.
Donc, si tu enlèves tous les accessoires de cette 2600, 200 kgs me paraît bien exagéré. Et très loin des 300 kgs évoqués par ailleurs.
Et il s'agit bien de cela, la soulever pour la poser à côté dans un fourgon ou sur une remorque, pas pour la déplacer de la sorte sur 10 mètres, auquel cas, il faut prévoir un chariot ou transpalette.

Magnifique !
Maintenant que tu t'es lancé, tu n'as plus qu'à poursuivre ton œuvre, tel un Facteur Cheval, Robert Tatin, Jean Linard et sa cathédrale lui aussi, Utopix et bien d'autres...
J'adore 
C'est vrai que certaines pièces en aulne peuvent avoir une couleur proche. Mais sur le plan dureté, ça n'a rien à voir.
P.S. J'ai rajouté des photos des couches internes de l'écorce, d'un aspect assez peu commun, il me semble. Si ça peut aider...
⁷Ça n'est effectivement pas le seul critère, d'où le nombre d'images, de descriptions, de réponses aux propositions, qu'il m'a semblé intéressant de donner jusqu'ici, (à comparer à de nombreuses demandes d'identification de bois, ici, plutôt pauvres sur ces mêmes points... je le fais suffisamment remarquer).
Je ne me base donc pas que sur la dureté de zones ronceuses, mais aussi sur le bois des parties basses de ces "têtes de chat", bien plus habituel et de constitution d'un bois normal. La dureté se ressent aussi très bien sur ces parties et de ce que je connais de l'aulne, c'est bien plus dur.
Merci pour la piste.
J'ai eu l'occasion de travailler du bois de prunier, mais très jaune pâle et de couleur homogène (et c'était bien un prunier... je mange encore de ses fruits, puisque ça n'était qu'une branche, tombée sous le poids des prunes, il y a quelques années).
Et de voir des objets également en prunier, avec beaucoup plus de variations de couleur, jusqu'à des veinages brun-rouge.
Mais est-ce que le prunier s'utilise/est adapté à une plantation en alignement en bord de rue ou route, et à ce type de taille ?
Pas sûr...
P.S. J'ai rajouté des photos des couches internes de l'écorce, d'un aspect assez peu commun, il me semble. Si ça peut aider...
Malijaï Ces détails et particularités de l'écorce ne sont que des indices de plus, pour peut-être aider à s'approcher de la vérité, et qui viennent s'ajouter à tout ce qu'il m'a semblé intéressant de décrire et montrer précédemment.
Il y a effectivement différentes écorces suivant l'endroit où les conditions où l'arbre a poussé, y compris dans une même essence, sans même parler des différentes variétés au sein de celle-ci.
Pour avoir du cerisier avec écorce et de plusieurs provenances, des différences y sont effectivement visibles. Mais il y a aussi des caractéristiques communes qu'on ne retrouve pas sur mon "bois mystérieux". Et d'un autre côté, ces couches qui constituent l'écorce de ce dernier, qu'on ne retrouve pas du tout dans aucun échantillons de cerisier.
Pour le marronnier, je ne connais pas plus que ça. Je vais explorer, pour voir.
Merci.
Noisetier, clairement non... parce que justement beaucoup plus clair ! (j'avais montré une photo de noisetier dans la première question).
Le cognassier, je ne connais pas, mais d'après mes recherches, certaines images trouvées sur internet montrent effectivement des aspects et couleurs pouvant y faire penser.
Mais le cognassier est-il un arbre utilisé/adapté pour des plantations en alignement en bords de rues ou routes, comme à ce type de taille ?
Je doute...
P.S. J'ai rajouté des photos des couches internes de l'écorce, d'un aspect assez peu commun, il me semble. Si ça peut aider...
C'est vraiment beaucoup plus dur que de l'aulne, ou du tilleul, même dans les zones moins torturées.
P.S. J'ai rajouté des photos des couches internes de l'écorce, d'un aspect assez peu commun, il me semble. Si ça peut aider...
















Ça pourrait être de l'Iroko aussi, tiens donc !
(En fait, c'est le bois de bout qui m'y fait penser).
Il devient brun à la lumière, en surface au moins.
Par contre, s'il a séjourné en extérieur, il devrait avoir grisonné, il me semble.
Tu l'a légèrement raboté, et/ou poncé ?
etiennedesthuilliers
Comme quoi, ça valait bien le coup de poser la question, puisque dans les avis divergents, il y avait la bonne réponse, depuis une semaine.
Merci d'être venu la confirmer, au passage !
La technologie du décapage laser existe, en effet... et elle a bien évolué depuis cette vidéo qui date de 6 ans.
Ca semble efficace et prometteur, en effet. Mais pour avoir un ami, qui a entre autres activité le décapage, il semble que l'équipement nécessaire, et par voie de conséquence, le prix facturé au client soit encore prohibitif aujourd'hui.
Mais quelques entreprises commencent à s'équiper.
(Parce que, au prix du matériel, on est encore très très loin de la solution abordable pour le particulier. Ou même pour un pro qui n'en aurait qu'un usage occasionnel)

Et avec cette photo, l'hypothèse de l'iroko devient de plus en plus plausible.
Tu as raison ! Ça n'est pas ce que tu as dit. (En fait, j'avais pris en compte d'autres réponses, avant de te donner la mienne)
Tu as donc une rainure en T, sur cette table.
Pour ma part (lorsque je disposais de scie à format, car en encore en activité pro) j'y réalisais un gabarit pour de telles coupes à 45, et dans les 2 sens à la fois.
Un tasseau en bois dur (bleu clair, sur mon schéma) ajusté à cette rainure, qu'on fait tenir serré, ou mieux, avec des systèmes de blocage pris dans la rainure.
Un panneau (en rouge) parfaitement coupé à 90°, disposé et vissé à 45, sur le tasseau.
Au besoin, on y rajoute une règle, et une butée de longueur (violet et bleu).
On peut aussi se fabriquer un support complémentaire (vert et jaune), en arrière de table en cas de pièces longues.
Ce support, facile à faire, a l'avantage d'être rapide à mettre en place en cas de besoin, et sans réglage (une fois le premier fait, bien sûr), à enlever, et donc à laisser à proximité de la scie en cas de besoin.
Son seul inconvénient est de ne pas être réglable en angle, de ne faire que des coupes à 45°, mais comme celles-ci sont les plus souvent rencontrées...
Un autre avantage, à condition que le panneau soit d'abord parfaitement coupé à 90°, un éventuel défaut de positionnement de ce panneau se rattrapera automatiquement sur l'autre coupe.
Si l'une des coupes est à 45,5°, la coupe opposée sera automatiquement à 44,5°, par exemple.
Ce truc, je l'ai fait pour plusieurs scies à format dans des entreprises où je suis passé. Facile d'usage et rapide à mettre en place, je n'ai jamais compris que les fabricants ne proposent pas un système aussi pratique et simple... sans doute parce que trop facile à reproduire pour pas cher, d'ailleurs !
(Quand je repasserai à ma dernière boîte, il faudrait que j'en fasse une photo pour la mettre ici, et que tout le monde puisse s'en inspirer, c'est vrai)
Schéma ci dessous.
