
Peux-tu mettre une photo de la mèche en question ? (en gros plan)
Même avis concernant le fait qu'il soit lourd. Ils le sont tous, juste après abatage.
Pour l'essence, ça peut effectivement faire penser à de l'érable.
Mais pas plus de garantie non plus.
Moins à du tilleul, qui a généralement un veinage moins visible que l'érable.
Ça peut être une piste, en effet... mais parmi plein d'autres.
Voilà !
Ben... c'est peut-être toi !
- C'est quoi "des pièces en bois comme sur la photo" que tu veux reproduire ? Les serre-joints bois ?
- Tu as les tiges filetées doubles filet opposés, comme ce qui est utilisé sur ce type de serre-joint ?
- Ainsi que les embases taraudées pour s'y adapter (2 en pas à droite, et 2 à gauche) ?
Et bien si tu disposes de tout ça, tu fais ton plan, à partir des diverses dimensions que tu pourras y relever.
Mais nous, sans aucune de toutes infos, ça risque d'être difficile.
Couper dans le sens perpendiculaire au sens du fil se dit "tronçonner" (par opposition à "déligner" dans le sens du fil). Ça ne veut pas dire que ça soit fait obligatoirement, à la tronçonneuse, même si cette machine est également faite pour couper dans ce sens.
C'est peut-être une machine d'un format proche de celle que montre normandie, mais en version EU, qu'avait ton père. Mais ça n'est pas en GSB que tu trouveras ce genrexde machine. Plutôt en occasion, ou alors en neuf chez un marchand de machines pro.
rien à voir avec la légèreté des machines actuelles en mécano-soudé ou alu moulé.
Tu penses vraiment que toutes ces caractéristiques de machines actuelles sont des avantages, par rapport à la fonte des anciennes ???
En effet, minimisant le montant à en offrir dans le premier paragraphe, le second, tel que rédigé à la suite, ont fait que j'ai mal compris. Désolé.
+1 avec BernardVilla sur ce point.
En tant que pro, j'utilisais beaucoup de CMT, du fait de leur qualité, gamme large et disponibilité.
Après, il faut les utiliser àbon escient, Jean-Pierre 95.
Si, comme dans cette question, on prend un modèle pour faire du percage, alors qu'il n'est pas prévu pour, peu étonnant qu'on en soit pas satisfait !
Jean-Pierre 95
Je m'aperçois que MUCO a modifié son titre et sa question 
Celle-ci portait, dans sa version d'origine, sur le fait qu'il trouvait que le "couteau de plongée" était abîmé. Donc que sa capacité à percer était affectée. D'où ma réponse sur ce point précis.
Ceci dit, pour percer, il existe autre chose que des forêts.
JPLegno Non ! Elles sont livrés dans ce type de boîte, avec l'étiquette qui fait office de scellé. Mais pas de résine.
benjam Tu fais des mortaises avec exactement ce type de fraise ???
Avec quel type de machine ?
En tout cas, pas avec une mortaiseuse, et de la manière habituelle d'y faire une mortaise, alors (perçages multiples juxtaposés, puis "balayage" latéral pour terminer)
Ou alors, en faisant une descente progressive (en rampe) en plusieurs mouvements de gauche a droite, jusqu'à atteindre la profondeur souhaitée.
Mais ces fraises de cette série-là ne sont pas adaptées pour percer de façon directe.
benjam
OK, pas du mortaisage de manière habituelle, comme avec une mèche dite "à mortaiser", qui elle, est bien prévue pour percer directement, donc.
Ici, ces fraises CMT n'ont pas de coupe, au milieu. Ce double biseau permet juste d'arracher le bois, plus que de le couper. D'où le fait que ça permette des "perçages courts".
Entre 10 et 15mm, c'est ce que je dirais aussi. Sans rapport ou pourcentage avec les dimensions du panneau.
Quel serait le déport de la fraise, par rapport au cône de serrage ?
Ou quelle est la profondeur des entailles à surfacer ?
(Même sans le problème du passage dans la lumière de la table, avec un gros diamètre et un déport important, je peux te dire que ça fait peur, et que c'est dangereux aussi ! )
)
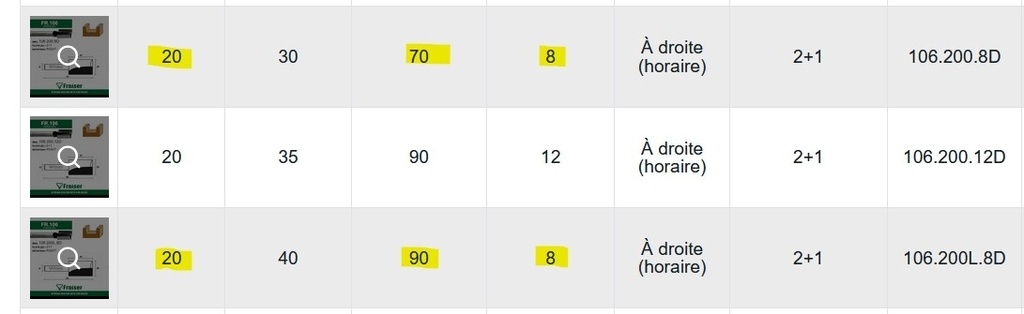
Tu as diverses versions dans ce tableau (en restant dans un diamètre raisonnable, afin d'éviter les effets que je listais ci-dessus).
EDIT : Oups, celles-ci ne sont qu'en HSS Mais des équivalents carbure existent bien chez CMT
Mais des équivalents carbure existent bien chez CMT
Là, j'ai pris des diamètres de 8, mais il y a aussi des 12, dans le même tableau 
(Tu as aussi les équivalents, chez CMT)
Il y a aussi ça, ou alors en version fraise à copier, avec roulement haut, ou bas...
Que ça puisse mettre beaucoup de temps, c'est vrai. Mais ça, c'est la conséquence, pas la raison. Celle-ci étant qu'on procède de façon progressive, avec les outils adaptés à chaque étape. Comme on le ferait pour obtenir une surface parfaite, à partir d'une pièce de bois brut. Comme on le ferait également pour du ponçage, on commence par un gros grain, et progressivement, on descend, pour éliminer les traces du précédent, cela jusqu'au plus fin.
Quant au "biseau secondaire", bien évidemment que je sais ce que ça veut dire. Mais je voulais dire que jamais je n'ai eu recours à cette manière de faire, lors d'un affûtage de ciseau.
Mais je voulais dire que jamais je n'ai eu recours à cette manière de faire, lors d'un affûtage de ciseau.
Juste peut-être en cas de besoin de rafraichissement rapide, sur une pierre, plutôt que de réaffûter complètement. Dans ce cas précis, parce que c'est plus rapide.
Ni l'arbre, ni les bagues sont en acier trempé !
Ah oui, la poignée du dessus, qui fait "arceau". Exact ! Ça m'est deja arrivé aussi !
Bonne continuation !
La norme européenne en question est la "EN 847-1 Outils pour machines pour le travail du bois – Exigences de sécurité"... qui s'appelle en France "NF EN 847-1", et en Suisse "SN EN 847-1", et ainsi de suite, suivant les pays.

À noter qu'ici, ça n'est pas la norme, en elle-même, mais un document qui y fait référence.